
Revista de la industria de pinturas y revestimientos: Hacia cero problemas de calidad de la pintura automotriz con monitorización de viscosidad en tiempo realoring y control
Hacia cero problemas de calidad de la pintura automotriz con el monitoreo de viscosidad en tiempo realoring y control
A través de todos los avances en el diseño y la fabricación de automóviles a lo largo de los años, ha habido una constante: la estética del vehículo es un factor crítico en las decisiones de compra de los consumidores. La consistencia, la calidad y la variedad del acabado juegan un papel primordial durante una compra. Los procesos de revestimiento y acabado de automóviles utilizan tecnologías avanzadas para producir superficies duraderas y acabados de alta calidad, al tiempo que maximizan la eficiencia y cumplen las normativas medioambientales. La cantidad y calidad de pintura y revestimiento tienen un impacto obvio en los costos de fabricación, ventas y mantenimiento. Los problemas de calidad pueden llevar rápidamente a la insatisfacción del cliente, costosas retiradas del mercado y problemas de responsabilidad. 1 Sin embargo, garantizar la calidad correcta de la pintura y el revestimiento es fácil y tan simple como hacer clic en un solo botón.
La viscosidad correcta de la pintura es la clave para una buena calidad de acabado. Los parámetros de rendimiento están todos relacionados directamente con la viscosidad del recubrimiento líquido en el punto de aplicación. Estos incluyen la formación de la película de recubrimiento, la eficiencia de transferencia de pintura, el espesor y la deposición del recubrimiento, la coincidencia de color, las cualidades de la superficie terminada y la resistencia química. La viscosidad es el factor principal que influye en el espesor y la adherencia del recubrimiento. El control de viscosidad adecuado asegura la calidad y la vida útil de la capa, lo que ayuda a cumplir con las más altas demandas de calidad y productividad del proceso de pintura.
En los procesos de revestimiento de automóviles modernos, el revestimiento anti-desconchado, el imprimador de superficie, la capa base y la capa transparente se aplican típicamente mediante pulverización, lo que requiere el uso de atomizadores. La calidad de la atomización influye en la calidad del revestimiento proyectado. La aplicación por pulverización requiere una viscosidad lo más baja posible para optimizar la atomización. Sin embargo, si la viscosidad es demasiado baja, la película se hundirá en las superficies verticales, lo que provocará irregularidades en el recubrimiento. Esto requiere acabados con propiedades reológicas complejas. Deben tener una viscosidad baja durante la pulverización y una viscosidad mucho mayor cuando el material aterriza en la superficie a recubrir. Además, la viscosidad de la pintura depende de la temperatura, por lo que mantener la calidad del acabado requiere compensar la viscosidad por la temperatura ambiente del proceso.
Tradicionalmente, la viscosidad en las operaciones de pintura en aerosol se realiza utilizando una copa de salida. El operador llena el vaso con pintura y mide el tiempo necesario para que el vaso se vacíe. Cuanto mayor sea el tiempo, mayor será la viscosidad. Por lo general, esto se hace a intervalos de 15 minutos o más, de modo que las desviaciones en la viscosidad de la pintura solo puedan detectarse después de haber rociado una cantidad considerable de pintura. Además, el control de la temperatura de las medidas de la copa es difícil, si no imposible, lo que puede generar grandes discrepancias entre los valores medidos y la viscosidad real en el punto de aplicación.
En cambio, monitoring La viscosidad de un recubrimiento en línea da como resultado una mayor calidad del recubrimiento, mayores rendimientos, ahorros significativos en el uso de recubrimientos y solventes y minimiza el tiempo de inactividad del proceso de recubrimiento, en comparación con las mediciones tradicionales fuera de línea con la copa de eflujo.
La variación de temperatura conduce a cambios de viscosidad en los materiales de pintura, lo que resulta en diferencias estructurales o flacidez. En la mayoría de los sistemas de pintura existe una tendencia a la sedimentación de los componentes de ligante y pigmento contenidos. Un material de pintura no homogéneo conduce inevitablemente a un resultado de pintura inadecuado. Los componentes de pintura sedimentados pueden provocar obstrucciones y el bloqueo gradual de las líneas. Los componentes de la pintura descascarada dan como resultado la suciedad de la película de pintura. La Tabla 1 muestra algunos de los defectos típicos de la pintura y el revestimiento de los automóviles, y sus causas.
La consistencia del recubrimiento en las líneas de pintura en la fábrica se puede lograr incluso bajo diferentes temperaturas y condiciones de evaporación mediante la automatización del sistema de dosificación con un controlador que utiliza mediciones de viscosidad continuas en tiempo real.
Desafíos del proceso de pintura y revestimiento
Las empresas automotrices y los recubridores reconocen la necesidad de monitorear la viscosidad, pero realizar esa medición fuera del laboratorio ha sido un desafío para los ingenieros de procesos y los departamentos de calidad a lo largo de los años. Viscosímetros rotacionales, reómetros y monitores de temperatura de laboratorio existentesoring Los sistemas tienen poco valor en entornos de procesos. La viscosidad se ve directamente afectada por la temperatura, la velocidad de corte, las condiciones de flujo, la presión y otras variables que son muy diferentes para las muestras de laboratorio que para el proceso real. La instrumentación tradicional, como copas de flujo, copas de inmersión, viscosímetros rotacionales, viscosímetros de cono y placa y viscosímetros de burbuja, son lentas, requieren mucha mano de obra, consumen mucho tiempo y son propensas a imprecisiones.
Las pinturas son típicamente adelgazantes por cizallamiento y tienen menor viscosidad a velocidades de cizallamiento más altas. Esto es beneficioso para el rendimiento de la pintura, ya que es importante que la pintura se aplique como una capa uniforme y que permanezca en su lugar una vez aplicada. Pero los viscosímetros convencionales no alcanzan las altas tasas de cizallamiento que se encuentran en el proceso de pulverización, por lo que solo pueden proporcionar información indirectamente sobre el rendimiento de la pintura en el punto de aplicación. La temperatura también es una variable crucial para determinar la viscosidad, pero las medidas de la taza no tienen medición ni control de temperatura, por lo que no se pueden comparar directamente con la temperatura real de pulverización. Esto puede provocar variaciones en la calidad del recubrimiento a medida que varía la temperatura del proceso.
Medición de viscosidad en línea precisa y receptiva
La medición automatizada de la viscosidad en línea permite una monitorización continuaoring de pintura en el punto de aplicación. Permite controlar la viscosidad de la pintura para asegurar una calidad uniforme del producto terminado. Rheonics' Viscosímetro SRV 2 es un resonador torsional equilibrado basado 3 Viscosímetro de proceso en línea compacto con medición de temperatura del fluido incorporada (Figura 1). Con un tiempo de medición de un segundo, detecta fluctuaciones de viscosidad en el flujo del proceso en tiempo real, lo que permite tomar medidas correctivas tan pronto como se produzcan desviaciones. Gestión de la viscosidad en línea con el Rheonics SRV puede ayudar a aliviar los problemas más comunes del revestimiento de automóviles, como piel de naranja, opacidad y moteado, variaciones de color y salpicaduras de solventes que pueden afectar negativamente la calidad del acabado del automóvil.

FIGURA 1: Rheonics Viscosímetro en línea, SRV.
El factor de forma compacto del SRV permite la instalación directa en la línea de pintura, cerca del punto de aplicación. El sistema permanece cerrado; No es necesario manipular ni transferir la pintura para realizar una medición de la viscosidad. Los sensores de factor de forma pequeño, adecuados para entornos peligrosos, facilitan la instalación y el mantenimiento. No hay consumibles, muestreo ni es necesaria ninguna limpieza. La medición es continua, lo que proporciona una señal clara de viscosidad que se puede utilizar para monitorizar.oring y controlar la viscosidad de la pintura y registrar la viscosidad para ayudar a diagnosticar problemas de calidad.
Rheonics Los sensores resonantes tienen velocidades de corte intrínsecamente altas, muy por encima del nivel alto de corte de los sistemas de pintura típicos. Estos sensores resonantes miden viscosidades que reflejan el comportamiento de las pinturas a sus velocidades de corte de aplicación, en lugar de dar mediciones indirectas que deben corregirse mediante prueba y error para reflejar las condiciones reales de la pintura.
Proporciona lecturas de viscosidad con compensación de temperatura
Rheonics Los sensores tienen medición de temperatura incorporada, lo que permite controlar la temperatura de la pintura en el punto de aplicación. Esto permite ajustar las lecturas de viscosidad a un valor de viscosidad con temperatura compensada, lo cual es esencial para estimar la carga de pigmento a partir de mediciones en tiempo real.
Los beneficios exclusivos del SRV para aplicaciones de pintura y revestimiento de automóviles incluyen:
- Funciona con precisión con pinturas y recubrimientos tanto a base de solvente como a base de agua.
- Cabezal sensor resistente y herméticamente sellado. El SRV se puede limpiar en línea o con un trapo humedecido con disolvente, sin necesidad de desmontarlo ni volver a calibrarlo.
- No hay piezas móviles que envejezcan o se ensucien con sedimentos de pintura.
- No se ve afectado por las condiciones de montaje: se puede montar en cualquier parte del sistema de pintura.
- Insensible al material particulado; ningún problema de ensuciamiento o cualquier espacio estrecho en el sensor.
- Todas las piezas húmedas son de acero inoxidable 316L, sin problemas de corrosión con pinturas, aditivos o disolventes comerciales.
- Certificado bajo ATEX e IECEx como
intrínsecamente seguro: se puede utilizar en todos
operaciones a base de solventes. - Amplio rango operativo e integración simple: la electrónica del sensor y las opciones de comunicación hacen que sea extremadamente fácil de integrar y ejecutar en PLC industriales y sistemas de control.
- Software potente – Rheonics El software PaintTrack es conveniente e intuitivo, y está impulsado por un sistema de inteligencia artificial avanzado y patentado de quinta generación para bloquear y ejecutar con un simple clic. Admite múltiples HMI para operador, supervisor de producción, gerente de calidad y vista de gestión. Diseñado para el control automatizado de instrumentos y la adquisición de datos en un entorno de fábrica (Figura 2).
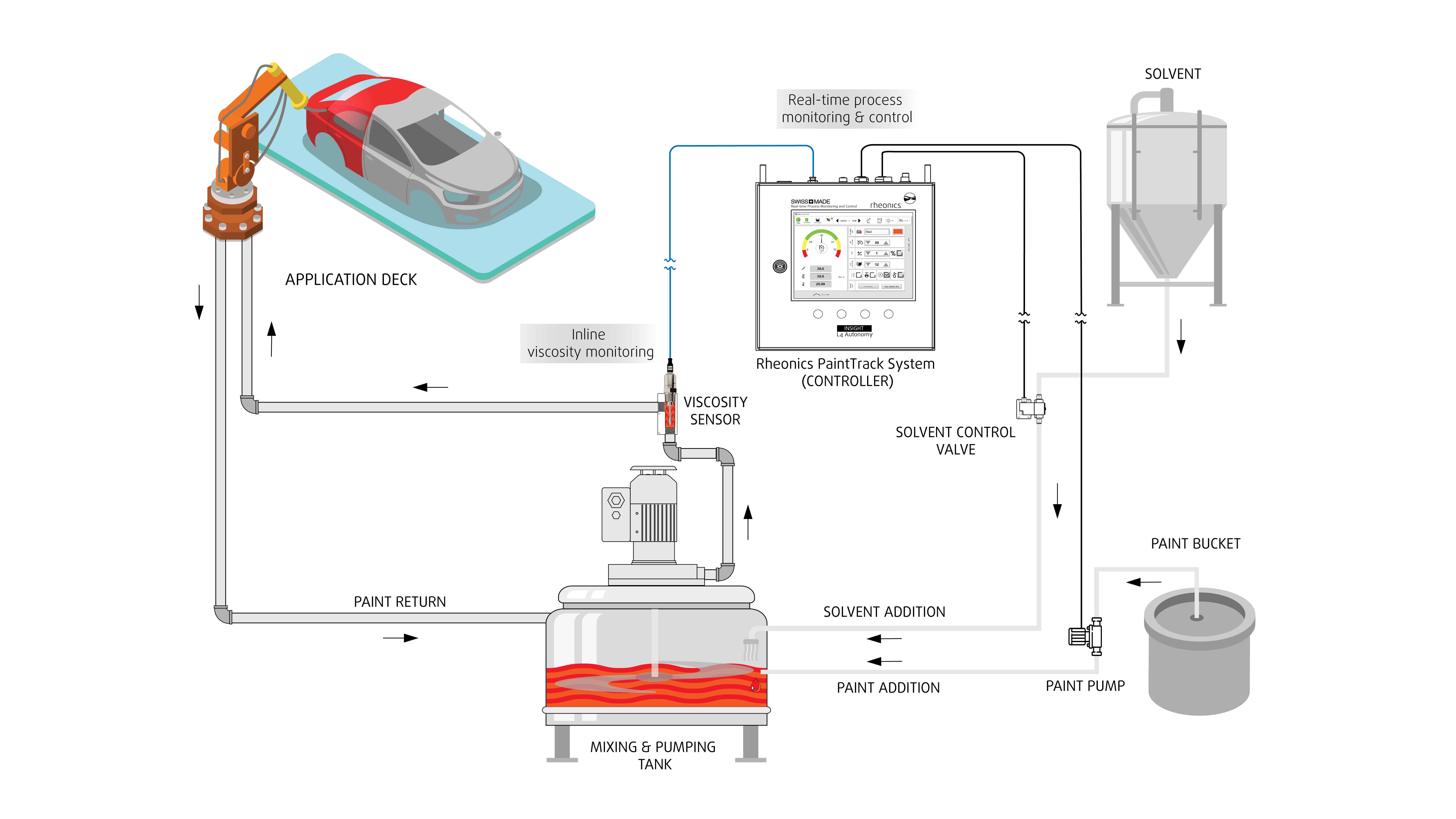
FIGURA 2: Rheonics Viscosímetro en línea y sistema PaintTrack que muestra la integración en línea del viscosímetro en el proceso de recubrimiento automotriz.
Resumen completo del sistema y control predictivo
Rheonics sensores resonantes, junto con Rheonics El software y el sistema de control PaintTrack hacen posible el control en línea de la viscosidad con temperatura compensada de imprimaciones y capas en múltiples líneas de pintura. La consistencia del recubrimiento en las líneas de pintura de la fábrica se puede lograr incluso bajo temperaturas y condiciones de evaporación variables mediante la automatización del sistema de dosificación con un controlador que utiliza mediciones continuas de la viscosidad en tiempo real.
Los beneficios clave del software y el sistema de control PaintTrack incluyen:
- Reduzca y elimine los tiempos de preparación y el desperdicio cargando trabajos previos a la ejecución para pedidos repetidos.
- Mejore la calidad de la pintura y reduzca los costos: logre la consistencia del color, reduzca los errores de recubrimiento al garantizar las propiedades correctas de la pintura durante el proceso.
- Automatización completa para mejorar la productividad y la eficiencia: maximice la velocidad de operación de la pintura, disminuya la dependencia de los ajustes manuales de la máquina y las técnicas de medición manuales.
- Precisión y repetibilidad sólidas: sin mantenimiento, sin recalibración = no se necesita atención.
- Viscosidad con compensación de temperatura con control de seguimiento predictivo patentado: solución que bloquea con precisión el color y la calidad de la capa de principio a fin en cada trabajo con resultados repetibles.
- Puede sacar la taza de la ecuación: el proceso de recubrimiento se ajusta a estándares científicos, con una precisión y resolución 100 veces mayor que las tazas de flujo de salida promedio.
Conclusión
- Viscosímetros vibratorios, como el Rheonics SRV, se acerca más a igualar las altas tasas de cizallamiento en la aplicación de pintura en aerosol que los viscosímetros rotacionales o de copa. Por lo tanto, las mediciones con el SRV son las que más se acercan a predecir el comportamiento de la pintura en condiciones reales de pulverización.
- Control de viscosidad en línea con SRV y Rheonics PaintTrack permite un control continuo de la viscosidad, realizando las diluciones necesarias en tiempo real. La calidad del recubrimiento está garantizada desde el inicio de un tambor nuevo hasta su final.
- Rheonics SRV y PaintTrack controlan la viscosidad real con temperatura compensada, un predictor clave del contenido de pigmento y la calidad del recubrimiento final.
Referencias
- https://www.autoblog.com/2020/05/04/tesla-model-y-paint-issues-fix-detail-video/
- Viscosímetro en línea SRV: https://rheonics.com/products/inline-viscometer-srv/
- Principio de funcionamiento SRV: https://rheonics.com/whitepapers/
General
Revista centrada en la industria de pinturas y revestimientos - PCI (https://www.pcimag.com/) publica un artículo que cubre la Rheonics Viscosímetro en línea SRV y PaintTrack. El artículo analiza cómo se puede lograr la consistencia del recubrimiento en las líneas de pintura de la fábrica incluso bajo temperaturas y condiciones de evaporación variables mediante la automatización del sistema de dosificación con un controlador que utiliza mediciones continuas de la viscosidad en tiempo real.
Encuentra el enlace a la publicación.
Nota de aplicación relacionada

Control y optimización de la calidad de pintura y revestimiento automotriz.
A través de todo el avance en el diseño y la fabricación de automóviles a lo largo de los años, ha habido una constante: la estética del vehículo es un factor crítico en la decisión de compra del consumidor. La consistencia, la calidad y la variedad de los acabados de los vehículos juegan un papel primordial durante ...
{kind=link}

