Las formas clave en las mediciones y la gestión de la viscosidad y densidad que juegan un papel central en los pasos de fabricación del aceite lubricante son las siguientes:
- Operaciones de mezcla precisas y control de calidad en línea
- Formulación y desarrollo de nuevos lubricantes
- Pruebas integradas
Introducción
El mercado actual de aceites lubricantes plantea requisitos de calidad de producto cada vez más estrictos. Aparte de la industria del automóvil, la industria química, la construcción, el textil, la infraestructura, la agricultura, la minería y la perforación petrolífera, la construcción, el acero y el cemento, la energía eólica, la marina, las industrias aeroespaciales y los sectores de energía para el aceite de motor, aceite hidráulico, cables de acero y cojinetes, son los áreas de aplicación clave donde los lubricantes se utilizan ampliamente. En la industria de la construcción, los lubricantes se utilizan principalmente en equipos de movimiento de tierras debido a sus características antidesgaste, excelente lubricidad y resistencia a la corrosión. Los lubricantes también se utilizan como fluidos hidráulicos en la industria del acero para diversos equipos, incluidos altos hornos, cojinetes, poleas grúas, elevadores y motores, entre otros. Además, los lubricantes se utilizan en aceites de motor de servicio pesado, aceites para ejes y transmisiones, y grasas.
Las formulaciones aumentan constantemente en número y complejidad. Además de los requisitos de agilidad en la producción, la planta de mezcla de aceites lubricantes (LOBP) tiene que hacer frente a las presiones de los márgenes de un mercado de lubricantes altamente competitivo. Muchos clientes ahora quieren entregas bajo demanda y plazos de entrega más cortos. Esto significa que las plantas de mezcla de lubricantes pueden necesitar fabricar lotes más pequeños. Alcanzar los objetivos de calidad puede resultar difícil debido a un control deficiente del proceso, errores humanos, contaminación cruzada o variabilidad de la materia prima. La capacidad de una planta de mezcla de lubricantes para maximizar la productividad de los activos, lograr mezclas según las especificaciones en todo momento y mantener la flexibilidad para responder a las demandas cambiantes del mercado es de suma importancia.

¿Qué es la mezcla de aceite lubricante?
El proceso de producción de lubricantes acabados a partir de aceites base y aditivos se describe invariablemente como mezcla de aceite en lugar de fabricación de aceite porque no se produce una reacción química significativa y la mezcla se basa predominantemente en una operación de mezcla. Sin embargo, la operación rentable de una planta de mezcla moderna es de vital importancia para el proceso general de entregar los lubricantes correctos con la calidad y el rendimiento correctos a los clientes. Mezclar lubricantes puede ser relativamente fácil; operar una planta mezcladora ciertamente no lo es.
Perspectivas del mercado y aplicaciones industriales
Se proyecta que el tamaño del mercado mundial de lubricantes alcance los USD 166 mil millones para 2025, según un nuevo informe de Grand View Research, Inc. Se espera que se expanda a una tasa compuesta anual del 3.7% durante el período de pronóstico. El rápido crecimiento de las ventas de automóviles, principalmente en países como India, China, EE. UU. Y Brasil, está impulsando el crecimiento.

Segmentación de lubricantes por aplicación y algunos ejemplos:
- Lubricantes automotrices: aceites de motor, aceites para engranajes, fluidos de transmisión
- Lubricantes industriales: aceites hidráulicos, aceites para compresores, aceites para engranajes
- Fluidos para trabajo de metales: fluidos de corte, aceites de electroerosión, aceites de prensado y laminado
- Grasas: para rodamientos de rodillos, grasas para altas temperaturas, grasas para acoplamientos de engranajes, grasas biodegradables
- Lubricantes marinos: aceites de motor para motores de pistón, aceites para sistemas, aceites para cilindros
- Aceites para motores industriales y privados: para motores diésel, para motores de gas, para motores HFO (aceite combustible pesado)
Segmentación por productos:
- Lubricantes a base de aceite mineral
- Lubricantes sinteticos
- Lubricantes de base biológica
Aplicación
¿Qué problemas ocurren si la viscosidad de un lubricante es demasiado alta o demasiado baja?
Si un la viscosidad del lubricante es demasiado alta, el lubricante puede tener problemas de fluidez. Esto puede resultar en:
- Más fricción y más calor, que
- acelera el proceso de oxidación, acortando la vida del lubricante;
- promueve la formación de barnices y lodos; y
- aumenta el consumo de energía, ya que se puede necesitar más energía para superar el calor excesivo y mantener el sistema funcionando en un rango de temperatura apropiado
- Mayor desgaste, que puede traducirse en más tiempo de inactividad para reparaciones y menor vida útil de los componentes
- Poca capacidad de bombeo de arranque en frío, lo que aumenta el riesgo de daño o falla del equipo en el arranque
- Pobre desespumante y escasa demulsibilidad (separabilidad del agua)
Si un la viscosidad del lubricante es demasiado baja, es posible que el líquido no cubra ni proteja suficientemente las piezas según lo previsto. Las consecuencias pueden incluir:
- Desgaste excesivo, lo que lleva a más reparaciones / reemplazos de componentes.
- Mayor fricción y calor, lo que promueve una oxidación más rápida, una mayor formación de barnices y lodos y un mayor consumo de energía.
- Mayor vulnerabilidad a daños o fallas de los componentes, especialmente a altas temperaturas, cargas elevadas y velocidades bajas
- Mayor susceptibilidad al impacto de la contaminación por partículas
La medición robusta y precisa de la viscosidad en condiciones de proceso difíciles (replicada en pruebas) es esencial para garantizar la calidad del producto final de los lubricantes al fabricar y llenar aceites lubricantes. Solo una medición de viscosidad repetible y precisa durante la producción del producto garantiza una calidad constante del producto y ahorra tiempo de producción.
¿Dónde agregan valor las mediciones de viscosidad en la cadena?
Fabricación de aceite lubricante: mezcla
Se mezclan varios aditivos en el aceite base para mejorar sus propiedades y formular aceite lubricante. El aceite se mezcla con aditivos para darle las propiedades físicas deseadas (como la capacidad de soportar bajas temperaturas). La selección de aditivos se realiza de acuerdo con las especificaciones de aceite lubricante deseadas. Para la elaboración de cualquier aceite lubricante se utilizan básicamente 3 materias primas:
- Aceite base
- Aditivos
- Mejorador del índice de viscosidad (modificador de la viscosidad)
En este punto, el aceite lubricante se somete a una variedad de pruebas de control de calidad que evalúan su viscosidad.
Mezclar lubricantes puede parecer relativamente sencillo. Sin embargo, hay dos problemas importantes que deben tenerse en cuenta:
- Evitar la necesidad de volver a mezclar o corregir una mezcla fuera de especificación
- Minimizar la producción de aceite residual
Las operaciones de mezcla manual en la fabricación de lubricantes plantean serios desafíos en las operaciones diarias, tales como: tiempos de proceso prolongados, baja flexibilidad en la gestión de recetas e intervenciones frecuentes del operador. Estos desafíos habían estado directamente relacionados con la productividad, la rentabilidad y la seguridad de las operaciones en la planta de lubricantes.
Formulación y desarrollo de un nuevo lubricante industrial.
La metodología general para desarrollar un lubricante industrial nuevo o mejorado es esencialmente la misma que para un aceite de motor de automóvil, con algunas diferencias. Sigue siendo caro y requiere mucho tiempo. Elegir los aceites base y los aditivos más adecuados suele ser relativamente fácil.
Una vez que se ha seleccionado una formulación inicial de “mejor estimación”, el primer paso es probarla en pruebas de laboratorio sencillas y de bajo costo. Una gran cantidad de pruebas de viscosidad y densidad se vuelven esenciales para evaluar las propiedades físicas o químicas de los lubricantes. Las pruebas de propiedades físicas incluyen viscosidad a baja temperatura, viscosidad a alta temperatura y densidad (gravedad específica). La capacidad de los ingenieros de formulación para ejecutar automáticamente estos prototipos de muestras mezcladas a través del ciclo de temperatura completo es vital para evaluar las fortalezas y debilidades de las muestras.
Control de calidad
La mayoría de las aplicaciones de aceites lubricantes requieren que no sean resinosos, de color pálido, inodoros y resistentes a la oxidación. Se utilizan más de una docena de pruebas físicas y químicas para clasificar y determinar el grado de los aceites lubricantes. Las pruebas físicas comunes incluyen medidas de viscosidad, gravedad específica y color, mientras que las pruebas químicas típicas incluyen aquellas para puntos de inflamación y fuego.
Probablemente, la propiedad individual más importante de un aceite lubricante es su viscosidad. Un factor en la formación de películas lubricantes en condiciones de película fina y gruesa, la viscosidad afecta la generación de calor en cojinetes, cilindros y engranajes. También determina la facilidad con la que se pueden arrancar las máquinas en condiciones de frío, y gobierna el efecto de sellado del aceite y la tasa de consumo o pérdida. Para cualquier equipo, lo primero esencial para obtener resultados satisfactorios es utilizar un aceite de la viscosidad adecuada para cumplir con las condiciones de funcionamiento.
Se requieren varias pruebas de densidad y viscosidad para evaluar las propiedades y el rendimiento de los aceites base y los aditivos utilizados como materias primas con las que mezclar los lubricantes terminados. Debido a que una planta de mezcla es otro eslabón en toda la cadena de suministro, la capacidad del personal de la planta de mezcla para fabricar lubricantes terminados de la calidad correcta depende en parte de la capacidad de los proveedores de aceites base y aditivos para entregar las materias primas de calidad adecuada.
- Para los aceites base, los métodos estándar para medir la viscosidad cinemática son ASTM D445 e IP 71
- La viscosidad a baja temperatura y bajo cizallamiento es importante para predecir la posibilidad de "retención de aire" en los aceites de motor después de que los vehículos hayan permanecido a bajas temperaturas durante un período considerable. Se cree que el método Brookfield ASTM D5133 se correlaciona con estos problemas y se recomienda que esta prueba se realice en nuevas formulaciones de aceite. Sin embargo, lleva mucho tiempo y no permite realizar pruebas en un gran número de muestras, por lo que no es aplicable para su uso en plantas de mezcla de lubricantes. Para los aceites base, las propiedades de flujo a baja temperatura son una mejor guía en cuanto a su idoneidad para su uso en aceites de motor de automóvil, fluidos de transmisión automática y algunos aceites para engranajes y aceites hidráulicos.

Pruebas integradas
Los lubricantes son fluidos complejos y de alta ingeniería que realizan una variedad de trabajos protectores y funcionales: proporcionan una película hidrodinámica entre los componentes móviles, incluida la dispensación de calor, la suspensión de contaminantes, la neutralización de ácidos y la prevención de la corrosión, etc. El aceite lubricante de los motores IC está expuesto a diversas tensiones según la calidad del combustible, las condiciones ambientales y los parámetros operativos que cambian sus propiedades físicas y químicas y, en última instancia, se degradan. Para evitar una falla del motor, el aceite debe cambiarse antes de que pierda sus propiedades protectoras. Al mismo tiempo, no se desea un cambio de aceite innecesario debido a razones ambientales y económicas. Para programar el intervalo de cambio de aceite de manera óptima, es necesario monitorear la condición física y química real del aceite. El estado del aceite del motor proporciona información sobre el estado real del motor y, por lo tanto, respalda la detección temprana de posibles fallas del motor.
La viscosidad se considera uno de los parámetros más importantes para las propiedades de lubricación del aceite y su inclusión en el monitoreo en línea.oring Los sistemas han sido recomendados por varios estudios. Comúnmente, el deterioro químico del aceite (por ejemplo, debido a la oxidación) se asocia con un aumento de la viscosidad, mientras que el desgaste mecánico (“craqueo” de las moléculas de la cadena orgánica) y la dilución del combustible conducen a una disminución de la viscosidad. Por lo tanto, el conocimiento de la viscosidad en tiempo real proporciona un beneficio significativo para medir el envejecimiento del aceite, el ingreso de contaminantes durante las operaciones comerciales y prevenir fallas mecánicas incipientes debido a la pérdida de las propiedades de lubricación del aceite.
Desafíos con la monitorización de procesos tradicionaloring y técnicas de control de calidad
Mezcla y control de calidad
El muestreo es una técnica común y convencional de control de calidad y monitorización.oring el proceso de mezcla. El éxito del muestreo depende en gran medida del tipo de botellas de muestra y de los métodos de muestreo: cantidad, precisión, confiabilidad y utilidad de los datos que se pueden adquirir de la muestra. Es necesario tomar muestras de aceites base y aditivos antes de mezclar, es posible que sea necesario tomar muestras de mezclas durante la mezcla y será necesario tomar muestras de productos terminados después de la mezcla. Se debe tomar una muestra representativa de cada lote de lubricante mezclado, para fines de control de proceso, control de calidad y aseguramiento de la calidad. Es muy importante que las muestras se tomen mientras el equipo está en funcionamiento (ya sea mezclando o bombeando), para que la muestra sea representativa del proceso que se está realizando. Este método requiere mucho trabajo y tiempo y es propenso a errores e imprecisiones.
Pruebas integradas
En la práctica común, el aceite del motor se cambia a un tiempo constante o intervalo de kilometraje de acuerdo con la recomendación de los fabricantes de aceite lubricante u OEM. Este método de cambio de aceite no se basa en la condición real del aceite del motor específico y puede reemplazarse antes de llegar al final de su vida útil o después de que se exceda su vida útil. Esto no es económico, ya que será un desperdicio y también deteriorará el motor.
En algún monit lubricanteoring técnicas, estos intervalos de drenaje de aceite flexibles se determinan monitorizando continuamenteoring parámetros característicos del motor y de conducción (como, por ejemplo, distancia recorrida, velocidad y temperatura del aceite). Luego, los algoritmos correspondientes que procesan estos parámetros estiman el intervalo de drenaje de aceite adecuado. Estos algoritmos se desarrollan empíricamente mediante extensos estudios de campo. Los algoritmos básicamente utilizan dichos parámetros para estimar la condición del aceite de forma indirecta. Estas técnicas no controlan directamente las propiedades físicas del lubricante, por lo que pueden pasarse por alto problemas críticos como la contaminación del combustible. La contaminación excesiva del lubricante puede provocar cambios dramáticos en las propiedades del lubricante, impidiendo que el lubricante realice las funciones requeridas. Sin embargo, lo ideal es que la evaluación del estado del aceite se base únicamente en parámetros medidos directamente en el propio aceite.
Los viscosímetros mecánicos y electromecánicos convencionales diseñados principalmente para mediciones de laboratorio son difíciles de integrar en el sistema de control y monitorización.oring ambiente. La metodología actual de pruebas en laboratorios externos no es óptima y es costosa debido a los desafíos logísticos del envío y los altos costos fijos. En la industria de los lubricantes, el viscosímetro universal estándar Saybolt es el instrumento estándar para determinar la viscosidad de los lubricantes entre 70 y 210 grados Fahrenheit (21 y 99 grados Celsius). La viscosidad se mide en el segundo Say Bolt Universal, que es el tiempo en segundos necesario para que 50 mililitros de aceite se vacíen de una copa viscosímetro Saybolt a través de un orificio de tubo calibrado a una temperatura determinada. Este método depende en gran medida de la experiencia del operador, es propenso a errores y dificulta cada vez más la producción JIT.
¿Por qué se monitorea la medición de la viscosidad en tiempo real para la mezcla de aceite lubricante?oring ¿Y el control de calidad es importante?
Existen varios beneficios motivadores, desde perspectivas de costos, ambientales y logísticas, hasta mediciones de viscosidad en línea en tiempo real para el monitoreo de mezclas de lubricantes.oring & control de calidad. La automatización de la viscosidad en lubricantes mejora la flexibilidad y el rendimiento del proceso para cumplir con los requisitos justo a tiempo.
Los beneficios clave son los siguientes:
- Evite volver a mezclar para mejorar la productividad de la planta y evitar retrasos: Siempre que sea posible, debe evitarse tener que volver a mezclar. Volver a mezclar significa usar energía adicional (un costo significativo) y una reducción potencial en la capacidad anual de la planta de mezcla. Volver a mezclar también puede significar hacer que el cliente espere la entrega de un producto clave. Los sistemas de mezcla automatizados con gestión de la viscosidad en línea permiten un control de calidad eficaz de las materias primas, eliminan la necesidad de volver a mezclar y optimizan la calidad del aceite de lubricación final.
- Reducción de intervenciones manuales y gastos operativos: En una planta de mezcla de lubricantes, los gastos operativos se generan en gran medida debido a la participación manual (supervisión y operación) que se requiere en los procesos de rutina. El tiempo necesario para completar una mezcla tiene un efecto significativo en la eficiencia y la rentabilidad de una planta de mezcla. Reemplazar los dispositivos de medición de viscosidad convencionales con viscosímetros robustos hace que el control de calidad sea más fácil y confiable.
- Mantenga el control del proceso de mezcla y logre un tiempo de mezcla óptimo para obtener la mejor calidad del producto y el máximo ahorro de costos: Si una mezcla se mezcla con demasiada rapidez, es posible que no sea completamente homogénea (y por lo tanto esté fuera de las especificaciones) y será necesario extender el tiempo de mezcla. Si se dedica demasiado tiempo a mezclar una mezcla, se habrá desperdiciado energía (tanto en la mezcla como en el calentamiento) y el equipo de mezcla no estará disponible para la siguiente mezcla. Mediciones de viscosidad en línea durante el proceso de mezcla de lubricantes
- Ventajas logísticas: El análisis de la viscosidad del lubricante en línea reduciría la cantidad de muestras enviadas a laboratorios externos y los costos involucrados. Los resultados continuos de las condiciones de los análisis in situ también reducirían los costos / mano de obra de envío y el error de muestreo.
- Tiempos de respuesta más rápidos: El análisis de viscosidad in situ reduciría / eliminaría el retraso entre el muestreo y la recepción de una respuesta del laboratorio.
- Información precisa: El verdadero valor de las tendencias de datos en tiempo real es que proporciona una ventana al sistema de mezcla. En pruebas integradas, monitorización de viscosidad en tiempo real.oring Las técnicas cuantifican los cambios en las propiedades físicas del lubricante y brindan una lectura más precisa del estado del aceite, reduciendo así el consumo de aceite y proporcionando los medios para diagnosticar fallas de los componentes.
- Ambiente: La utilización del petróleo se puede maximizar a través del monitoreo en línea.oring sistemas, lo que resulta en una reducción del desperdicio, lo que es bueno para el medio ambiente.
Rheonics'Soluciones para el control y aseguramiento de la Calidad de los procesos de refinería
La medición de la viscosidad en línea automatizada y en tiempo real es fundamental para el control del estado del aceite.oring. Rheonics ofrece las siguientes soluciones, basadas en un resonador torsional equilibrado, para el control y optimización de procesos en tiempo real y monitorización del estado del aceite del motor.oring:
- En línea Viscosidad mediciones: Rheonics' SRV Este es un dispositivo de medición de viscosidad en línea de amplio rango con medición de temperatura de fluido incorporada y es capaz de detectar cambios de viscosidad dentro de cualquier flujo de proceso en tiempo real.
- En línea Viscosidad y Densidad mediciones: Rheonics' SRD es un instrumento de medición simultánea en línea de densidad y viscosidad con medición de temperatura de fluido incorporada. Si la medición de densidad es importante para sus operaciones, SRD es el mejor sensor para satisfacer sus necesidades, con capacidades operativas similares al SRV junto con mediciones precisas de densidad.
Los procesos de mezcla continua requieren que el material "según las especificaciones" se fabrique lo más rápido posible. RheonicsLa solución de mezcla en línea garantiza un producto constante según las especificaciones con un uso óptimo del equipo y una interacción mínima del operador. Esto le permite trabajar a velocidades máximas con ajustes automáticos y eso reduce los tiempos de mezcla sin sacrificar la calidad.
La medición automatizada de la viscosidad en línea a través de SRV o un SRD elimina las variaciones en la toma de muestras y las técnicas de laboratorio que se utilizan para la medición de la viscosidad mediante los métodos tradicionales. El sensor está ubicado en línea para que mida continuamente la viscosidad del lubricante (y la densidad en el caso de SRD). Ambos sensores tienen un factor de forma compacto para una instalación simple de OEM y modernización. No requieren mantenimiento ni reconfiguraciones. Ambos sensores ofrecen resultados precisos y repetibles sin importar cómo o dónde se monten, sin necesidad de cámaras especiales, sellos de goma o protección mecánica. Sin consumibles, SRV y SRD son extremadamente fáciles de operar.
Características clave de SRV y SRD:
- Los controles electrónicos controlados por menús son potentes y fáciles de usar.
- Monitor de temperatura incorporadooring utilizando un RTD PT1000 de alta precisión.
- Múltiples señales de salida: muestra la temperatura y viscosidad compensada por temperatura
- Control automático de viscosidad: los sensores están preconfigurados pero
- Registro de datos - La fecha y el código de tiempo se registran automáticamente, creando una pista de auditoría y simplificando la medición de tendencias de rendimiento y calidad.
- Seguridad y alertas - diseñado para evitar cambios no autorizados y hacer sonar una alarma cuando se alcanzan los puntos de ajuste para que los operadores puedan actuar rápidamente.
- Configuración de memoria de cambio rápido - para líneas de proceso que ejecutan más de un fluido, esta característica simplifica el cambio de configuraciones.
Apoyar a los ingenieros de formulación en los laboratorios
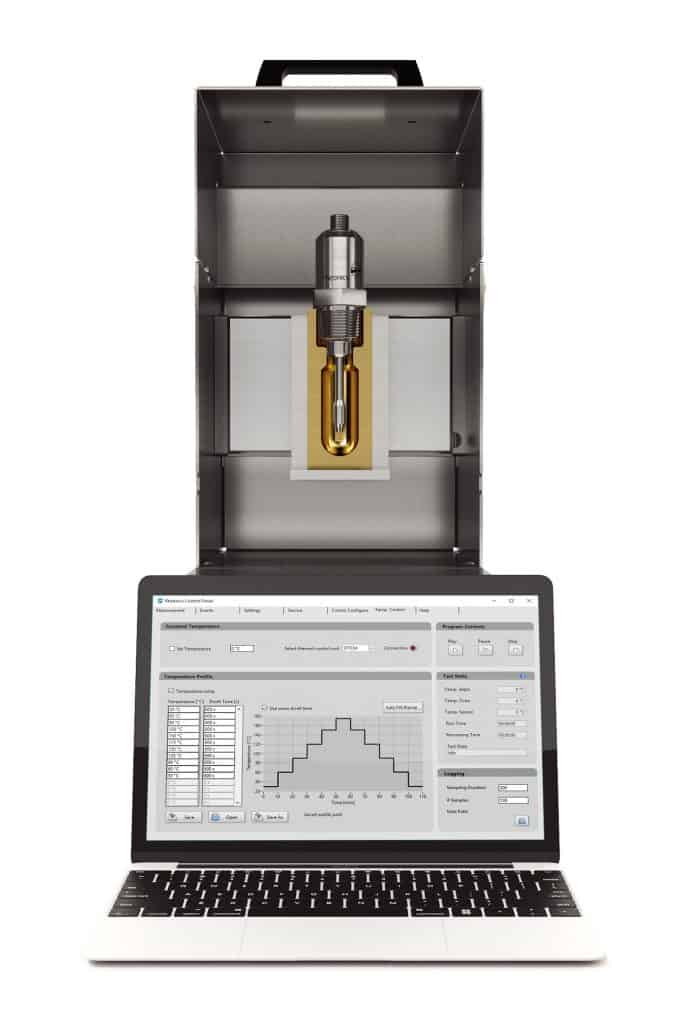
Aunque el sensor SRV está diseñado para garantizar un control de calidad completo del lubricante mezclado en producción. El mismo sensor también se utiliza en laboratorios para la investigación de formulaciones. Rheonics Los ingenieros de formulación utilizan módulos térmicos independientes para probar rápidamente nuevas muestras en todo el rango de operación térmica. STCM está diseñado para funcionar específicamente con SRV y SRD. El equipo tiene el mismo tamaño que una pequeña máquina de café de mesa y tiene calefacción y refrigeración de estado sólido para lograr el rango operativo completo.
El principio subyacente se puede utilizar como un sistema de prueba y muestreo automatizado basado en carrusel. Una ventaja clave de usar el SRV para la investigación de formulaciones es que luego se instala el mismo sensor en la verificación de la materia prima entrante, las plantas piloto y las líneas de producción final, por lo que no hay discrepancias en el sistema de medición utilizado en todo el ecosistema de lubricación.
Rheonics' Ventaja
Factor de forma compacto, sin partes móviles y no requiere mantenimiento
Rheonics' SRV y SRD tienen un factor de forma muy pequeño para una instalación sencilla de OEM y de actualización. Permiten una fácil integración en cualquier flujo de proceso. Son fáciles de limpiar y no requieren mantenimiento ni reconfiguraciones. Ocupan un tamaño reducido que permite la instalación en línea en cualquier línea de proceso, evitando cualquier requisito de espacio o adaptador adicional.
Alta estabilidad e insensible a las condiciones de montaje: cualquier configuración posible
Rheonics SRV y SRD utilizan un resonador coaxial patentado único, en el que dos extremos de los sensores se giran en direcciones opuestas, cancelando los pares de reacción en su montaje y, por lo tanto, haciéndolos completamente insensibles a las condiciones de montaje y los caudales. El elemento sensor se asienta directamente en el fluido, sin requisitos especiales de carcasa o jaula protectora.
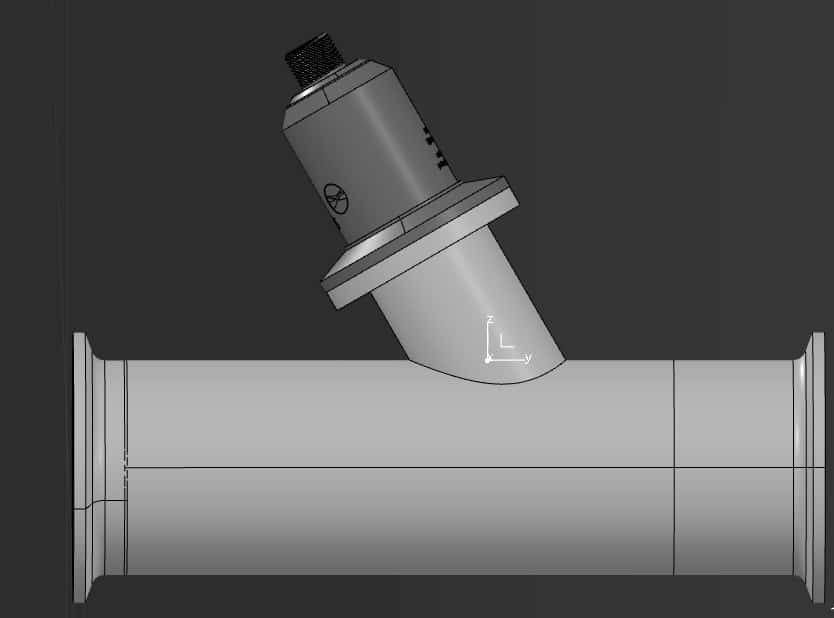
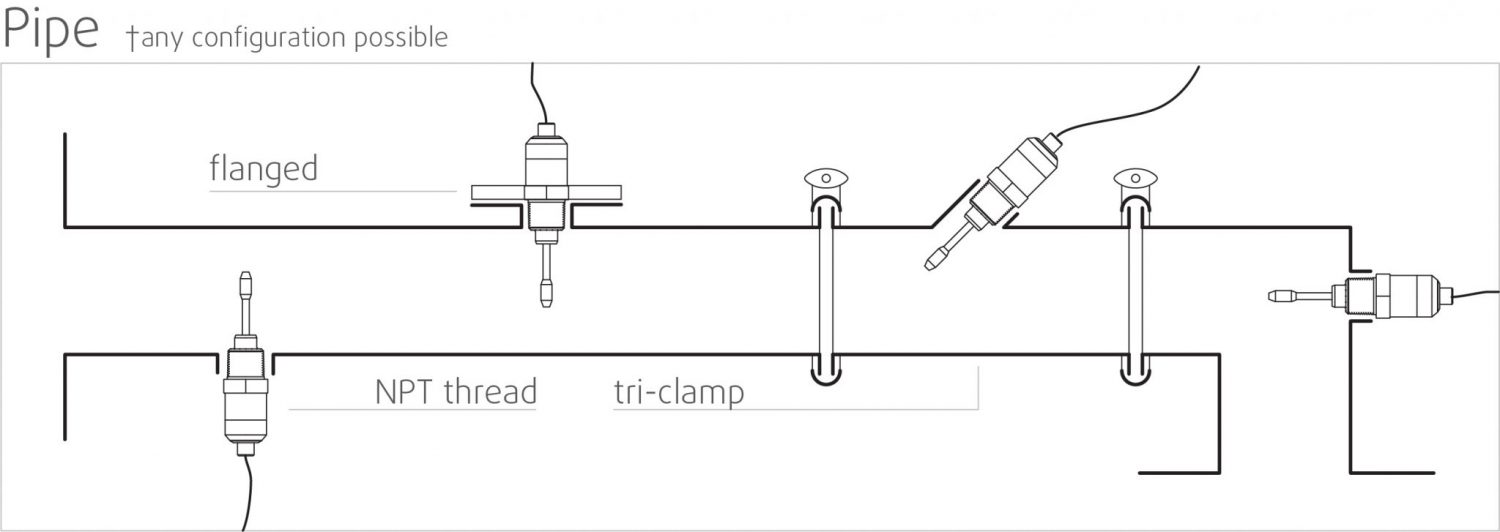 Montaje - Tuberías
Montaje - Tuberías Montaje: tanques
Montaje: tanquesLecturas instantáneas precisas sobre la calidad de la producción: descripción general completa del sistema y control predictivo
Rheonics' RheoPulso El software es potente, intuitivo y cómodo de usar. El fluido del proceso en tiempo real se puede monitorear en el IPC integrado o en una computadora externa. Varios sensores distribuidos por la planta se gestionan desde un único panel. Ningún efecto de la pulsación de presión del bombeo sobre el funcionamiento del sensor o la precisión de la medición. Sin efecto de vibración.
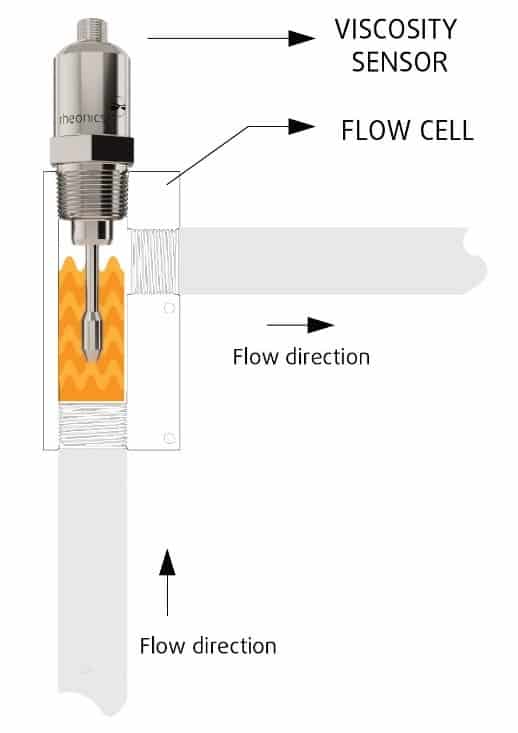
Mediciones en línea, no se necesita una línea de derivación
Instale directamente el sensor en su flujo de proceso para realizar mediciones de viscosidad (y densidad) en tiempo real. No se requiere una línea de derivación: el sensor puede sumergirse en línea; El caudal y las vibraciones no afectan la estabilidad y precisión de la medición.
Instalación sencilla y sin necesidad de reconfiguraciones / recalibraciones: cero mantenimiento / tiempos de inactividad
En el improbable caso de que un sensor esté dañado, reemplace los sensores sin reemplazar ni reprogramar los componentes electrónicos. Reemplazos directos tanto para sensores como para componentes electrónicos sin actualizaciones de firmware ni cambios de calibración. Fácil montaje. Disponible con conexiones de proceso estándar y personalizadas como NPT, Tri-Clamp, DIN 11851, Brida, Varinline y otras conexiones sanitarias e higiénicas. Sin cámaras especiales. Se retira fácilmente para limpieza o inspección. SRV también está disponible con DIN11851 y tri-clamp Conexión para fácil montaje y desmontaje. Las sondas SRV están selladas herméticamente para limpieza in situ (CIP) y admiten lavado a alta presión con conectores IP69K M12.
Rheonics Los instrumentos tienen sondas de acero inoxidable y, opcionalmente, proporcionan revestimientos protectores para situaciones especiales.
Bajo consumo de energía
Fuente de alimentación de 24 V CC con consumo de corriente inferior a 0.1 A durante el funcionamiento normal.
Tiempo de respuesta rápido y viscosidad compensada por temperatura
La electrónica ultrarrápida y robusta, combinada con modelos computacionales completos, hace que Rheonics dispositivos uno de los más rápidos, versátiles y precisos de la industria. SRV y SRD brindan mediciones precisas de viscosidad (y densidad para SRD) en tiempo real cada segundo y no se ven afectados por las variaciones del caudal.
Amplias capacidades operativas
Rheonics'Los instrumentos están diseñados para realizar mediciones en las condiciones más difíciles.
- Rango de presión hasta 5000 psi
- Rango de temperatura desde -40 hasta 200 ° C
SRV tiene la gama operativa más amplia del mercado para viscosímetros de proceso en línea:
- Rango de viscosidad: 0.5 cP hasta 50,000 cP
DRS: Instrumento único, triple función: viscosidad, temperatura y densidad
Rheonics' SRD es un producto único que reemplaza tres instrumentos diferentes para mediciones de viscosidad, densidad y temperatura. Elimina la dificultad de ubicar tres instrumentos diferentes y ofrece mediciones extremadamente precisas y repetibles en las condiciones más duras.
- Rango de viscosidad: 0.5 cP hasta 3,000 cP
- Rango de densidad: 0 hasta 4 g / cc (0 a 4000 kg / m3)
Obtenga información precisa sobre la calidad del lubricante mediante mediciones directas, reduzca los costos y mejore la productividad
Integre un SRV / SRD en la línea de proceso para programar los intervalos de cambio de lubricante de manera óptima y lograr ahorros de costos significativos. En comparación con el enfoque indirecto de usar algoritmos para predecir el estado real, las mediciones de la viscosidad del lubricante producirían una imagen física real de la lubricación, lo que permitiría detectar posibles fallas o estados anormales de los rodamientos / motores que se aproximan. ¡Y al final de todo, contribuye a un mejor resultado final y un mejor medio ambiente!
Limpiar en el lugar (CIP)
SRV (y SRD) son sensores autolimpiantes: el uso del líquido en línea para limpiar el sensor mientras toma medidas reduce el mantenimiento no programado. El sensor detecta cualquier pequeño residuo, lo que permite al operador decidir cuándo la línea está limpia para su propósito. Alternativamente, estos sensores brindan información al sistema de limpieza automatizado para garantizar una limpieza completa y repetible entre corridas de producción.
Diseño y tecnología de sensores superiores.
Una electrónica sofisticada y patentada de tercera generación impulsa estos sensores y evalúa su respuesta. SRV y SRD están disponibles con conexiones de proceso estándar de la industria como ¾” NPT y 3” Tri-clamp permitiendo a los operadores reemplazar un sensor de temperatura existente en su línea de proceso con SRV/SRD, brindando información de fluido de proceso altamente valiosa y procesable, como la viscosidad, además de una medición precisa de la temperatura utilizando un Pt1000 incorporado (DIN EN 60751 Clase AA, A, B disponible) .
Electrónica construida para satisfacer sus necesidades.
Disponible tanto en una carcasa de transmisor como en un montaje en riel DIN de factor de forma pequeño, la electrónica del sensor permite una fácil integración en las tuberías de proceso y dentro de los gabinetes de equipos de las máquinas.
Gestiona mezcla de manera más eficiente, reduzca costos y mejore la productividad
Integre un SRV en la línea de proceso y asegure la consistencia a lo largo de los años. SRV monitorea y controla constantemente la viscosidad (y la densidad en el caso de SRD) y activa válvulas de forma adaptativa para dosificar los componentes de la mezcla. Optimice el proceso con una SRV y experimente menos paradas, menor consumo de energía, menores incumplimientos y ahorros en los costos de materiales. ¡Y al final de todo, contribuye a un mejor resultado final y un mejor medio ambiente!
Diseño y tecnología de sensores superiores.
La electrónica sofisticada y patentada es el cerebro de estos sensores. SRV y SRD están disponibles con conexiones de proceso estándar de la industria como ¾” NPT, DIN 11851, brida y Tri-clamp permitiendo a los operadores reemplazar un sensor de temperatura existente en su línea de proceso con SRV/SRD, brindando información de fluido de proceso altamente valiosa y procesable, como la viscosidad, además de una medición precisa de la temperatura utilizando un Pt1000 incorporado (DIN EN 60751 Clase AA, A, B disponible) .
Electrónica construida para satisfacer sus necesidades.
Disponible tanto en una carcasa de transmisor como en un montaje en riel DIN de factor de forma pequeño, la electrónica del sensor permite una fácil integración en las líneas de proceso y dentro de los gabinetes de equipos de las máquinas.


Fácil de integrar
Múltiples métodos de comunicación analógica y digital implementados en la electrónica del sensor hacen que la conexión a PLC industriales y sistemas de control sea sencilla y sencilla.
Opciones de comunicación analógica y digital

Opciones de comunicación digital opcionales

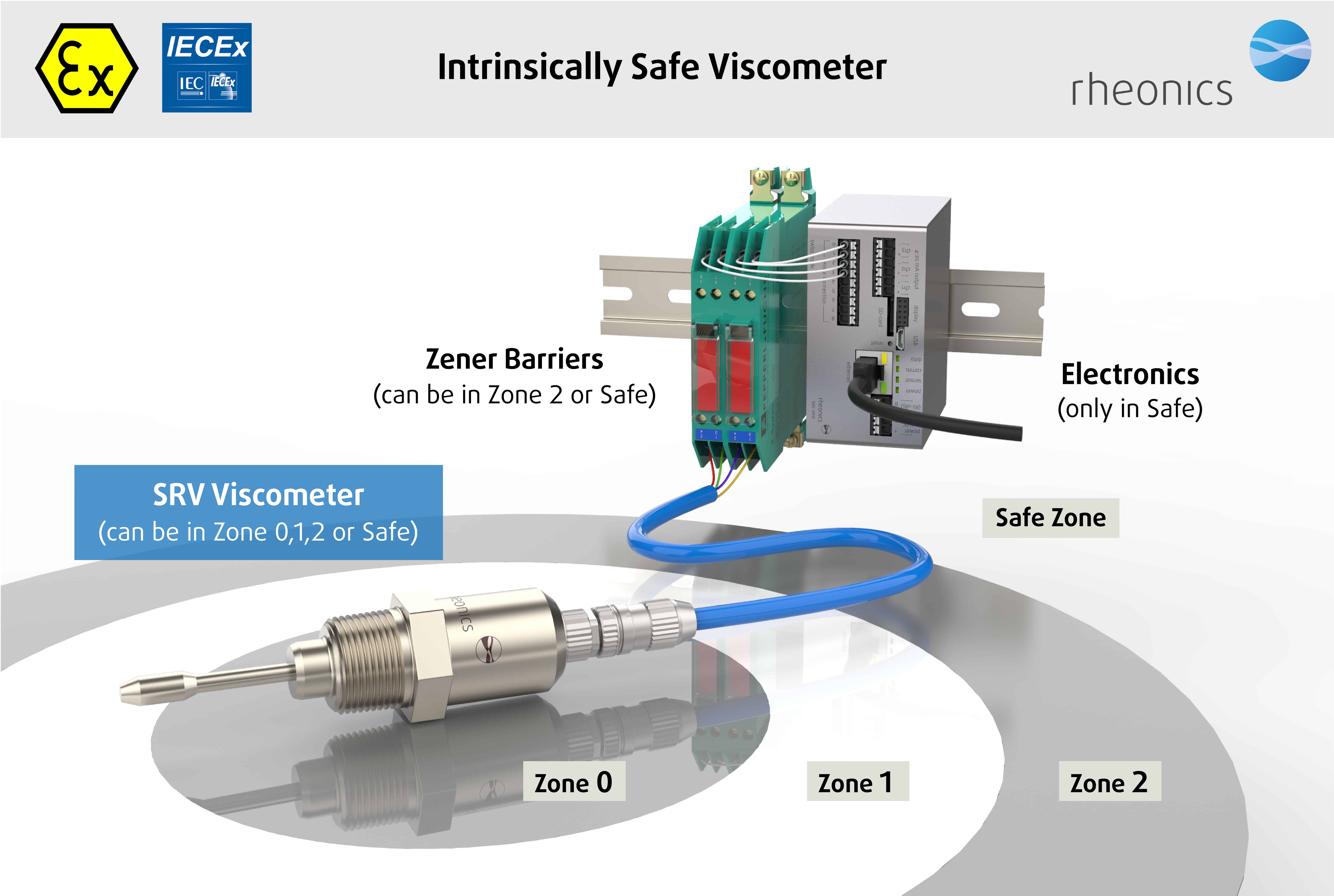
Cumplimiento de ATEX e IECEx
Rheonics ofrece sensores intrínsecamente seguros certificados por ATEX e IECEx para uso en entornos peligrosos. Estos sensores cumplen con los requisitos esenciales de salud y seguridad relacionados con el diseño y construcción de equipos y sistemas de protección destinados a su uso en atmósferas potencialmente explosivas.
Las certificaciones intrínsecamente seguras y a prueba de explosiones detenidas por Rheonics También permite la personalización de un sensor existente, lo que permite a nuestros clientes evitar el tiempo y los costos asociados con la identificación y prueba de una alternativa. Se pueden proporcionar sensores personalizados para aplicaciones que requieren desde una unidad hasta miles de unidades; con plazos de entrega de semanas versus meses.



Implementación
Instale directamente el sensor en su flujo de proceso para realizar mediciones de viscosidad y densidad en tiempo real. No se requiere línea de derivación: el sensor se puede sumergir en línea; el caudal y las vibraciones no afectan la estabilidad y precisión de la medición. Optimice el rendimiento de la mezcla proporcionando pruebas repetidas, consecutivas y consistentes en el fluido.
Ubicaciones de control de calidad en línea
- En tanques
- En las tuberías de conexión entre varios contenedores de procesamiento.
Instrumentos / Sensores
SRV Viscosímetro O un SRD para densidad adicional
Rheonics Selección de instrumentos
Rheonics diseña, fabrica y comercializa sensores y monitores de fluidos innovadoresoring sistemas. Precisión construida en Suiza, RheonicsLos viscosímetros y densímetros en línea tienen la sensibilidad que exige la aplicación y la confiabilidad necesaria para sobrevivir en un entorno operativo hostil. Resultados estables, incluso en condiciones de flujo adversas. No hay efecto de caída de presión o caudal. Es igualmente adecuado para mediciones de control de calidad en el laboratorio. No es necesario cambiar ningún componente o parámetro para medir en todo el rango.
Producto (s) sugerido (s) para la aplicación
- Amplio rango de viscosidad: supervise el proceso completo
- Mediciones repetibles en fluidos newtonianos y no newtonianos, fluidos monofásicos y multifásicos.
- Sellado herméticamente, todas las piezas húmedas 316L de acero inoxidable
- Medida de temperatura de fluido incorporada
- Factor de forma compacto para una instalación simple en líneas de proceso existentes
- Fácil de limpiar, no necesita mantenimiento ni reconfiguraciones
- Instrumento único para medir la densidad, viscosidad y temperatura del proceso
- Mediciones repetibles en fluidos newtonianos y no newtonianos, fluidos monofásicos y multifásicos.
- Construcción totalmente metálica (acero inoxidable 316L)
- Medida de temperatura de fluido incorporada
- Factor de forma compacto para una instalación simple en tuberías existentes
- Fácil de limpiar, no necesita mantenimiento ni reconfiguraciones



