Estimación de la velocidad de corte efectiva del viscosímetro de proceso en línea SRV y del densímetro SRD
Rheonics Los sensores tipo SR son instrumentos en línea para medir la viscosidad y la densidad de un fluido en tiempo real, así como la temperatura y las derivadas de estos valores. Rheonics ofrece el viscosímetro de proceso SRV para medir la viscosidad y el densímetro en línea SRD para los valores de densidad y viscosidad de un fluido. Ambas sondas sensores son compactas, livianas y herméticamente selladas, lo que las hace adecuadas para todos los procesos industriales que involucran líquidos.
Tanto los sensores SRV como SRD se basan en tecnología de resonador torsional equilibrado (BTR). Ambos sensores miden y emiten mediciones de la viscosidad del fluido con el que están en contacto. Para los fluidos newtonianos, se obtiene la misma viscosidad independientemente del instrumento utilizado. Sin embargo, para los fluidos no newtonianos, ese no es el caso y diferentes instrumentos miden diferentes valores de viscosidad; esto a menudo no se debe a la inexactitud del instrumento en sí, sino a la dependencia del corte de la viscosidad y al hecho de que diferentes instrumentos realizan mediciones a diferentes temperaturas. tasas de corte.
Debido a esta dependencia del corte de la viscosidad para fluidos no newtonianos, y para permitir alguna comparación entre diferentes viscosímetros (a menudo entre viscosímetros de proceso como SRV e instrumentos de laboratorio como viscosímetro rotacional o reómetro), es deseable comprender la velocidad de corte efectiva a la que SRV o SRD está realizando las mediciones. El análisis siguiente menciona el SRV pero es igualmente válido para el SRD.
1. ¿Cómo funciona el viscosímetro de proceso SRV o el densímetro SRD?
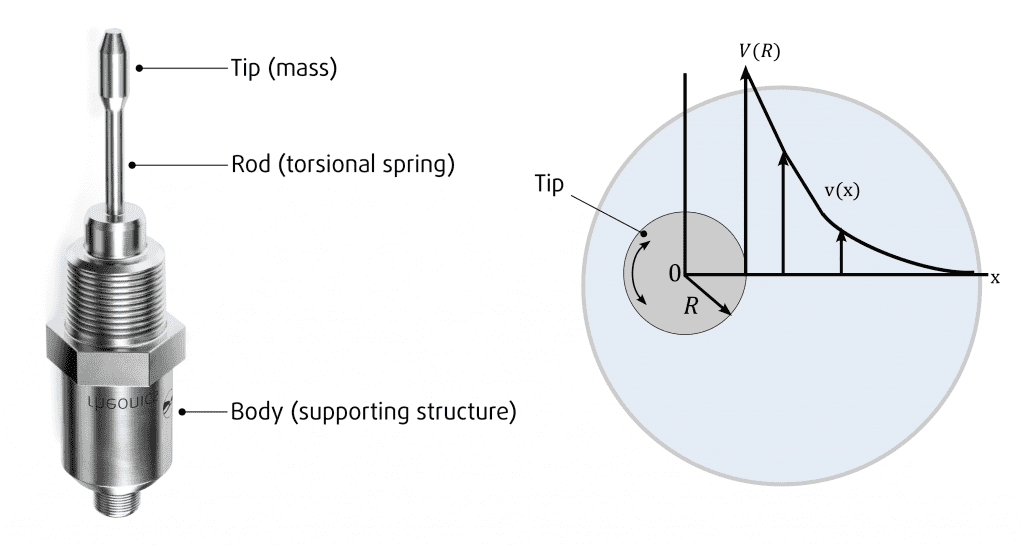
El elemento sensor del sensor SRV consta de una varilla y una masa unida a su extremo, esta varilla y la punta son circulares y cilíndricas. El otro extremo está conectado al cuerpo que contiene los transductores de excitación y detección.
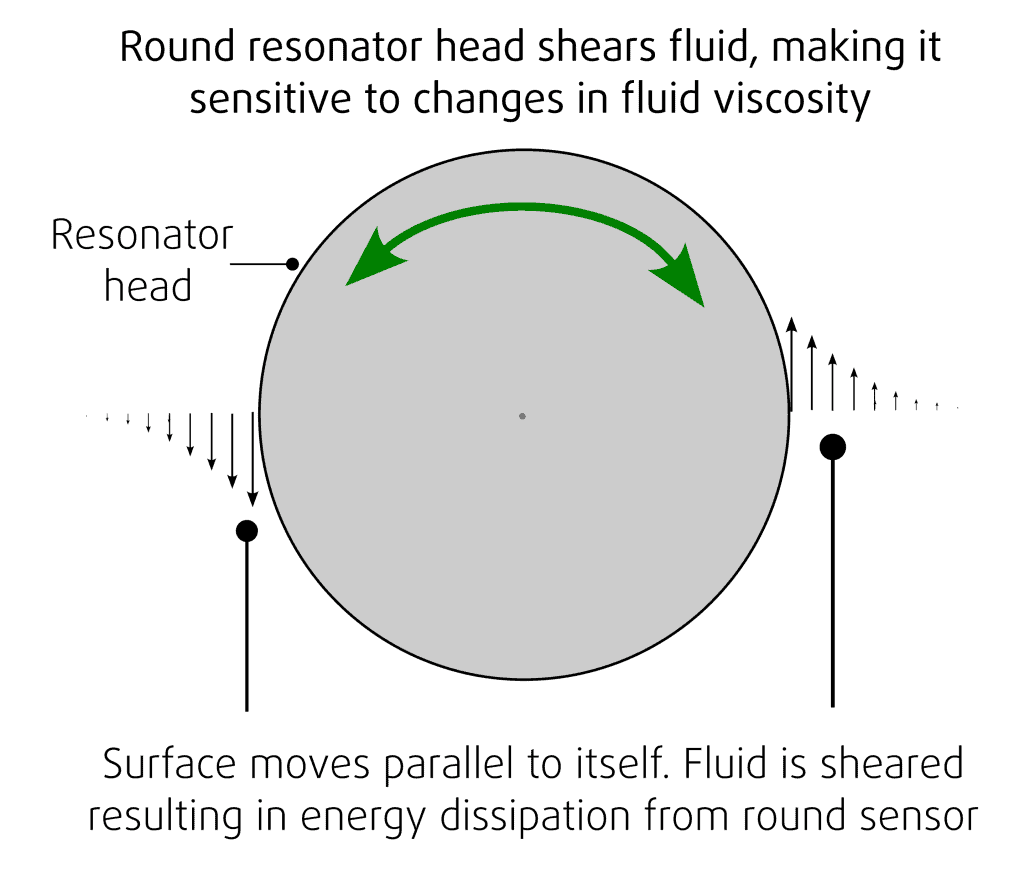
El sensor vibra en torsión, los resonadores de torsión son más estables y están mejor aislados de su entorno mecánico. Los resonadores torsionales que son cilíndricos vibran paralelos a sus propias superficies. Están influenciados por fuerzas de corte y, por lo tanto, son principalmente sensibles a fuerzas disipativas (amortiguamiento viscoso) más que a efectos de carga de masa (también denominados a menudo amortiguamiento inercial).
2. ¿Por qué la velocidad de corte es relevante para el viscosímetro de proceso?
La viscosidad de un fluido no newtoniano puede cambiar dependiendo de la velocidad de corte a la que está sometido. Esto significa que no se puede asociar un único valor de viscosidad a este tipo de fluidos en todos los estados (por ejemplo, estáticos, fluyendo a diferentes velocidades).
Los viscosímetros de laboratorio a menudo permiten a los usuarios cambiar la velocidad de corte o la velocidad de rotación a la que se mide la viscosidad. Rheonics SRV y SRD tienen una velocidad de corte generalmente mucho más alta que la de los instrumentos de laboratorio y los usuarios no pueden cambiarla.
Es posible tener una idea cualitativa sobre el rango de corte esperado para los sensores de viscosidad SRV y en este artículo se muestran los cálculos. Esto ayuda a calificar (y hasta cierto punto cuantificar) las condiciones en las que se mide la viscosidad y correlacionar las lecturas con otros instrumentos.
Sin embargo, las correlaciones reales entre las mediciones de viscosidad tipo SR y otros instrumentos de laboratorio son en su mayoría empíricas y pueden no cumplir con la estimación cualitativa. Es posible que la velocidad de corte estimada no coincida exactamente con el valor de viscosidad de un reómetro. Considere eso Rheonics Los sensores son dispositivos de control de procesos, más que un simple sensor de viscosidad, con énfasis en una repetibilidad extremadamente alta y una reproducibilidad de mediciones con una resolución inigualable (a menudo entre 10 y 100 veces mayor que la de los instrumentos de laboratorio).
3. Estimación de la tasa de corte del viscosímetro de proceso oscilatorio
Hay dos parámetros que son los más importantes para la estimación de cizallamiento, que son la amplitud de la velocidad y el espesor de la capa límite. Es necesario calcular los siguientes parámetros.
El esfuerzo cortante viene dado por:

Ecuación 1: Esfuerzo cortante.
Para un fluido newtoniano, η es una constante material característica del fluido, ∂v/∂x es la velocidad de corte en el fluido. Aplicando las ecuaciones de Navier-Stokes, resolviendo en condiciones periódicas uniaxiales, la solución para la amplitud de la velocidad es:

Ecuación 2: Amplitud de velocidad
Para un fluido newtoniano, η es una constante material característica del fluido, ∂v/∂x es la velocidad de corte en el fluido. Aplicando las ecuaciones de Navier-Stokes, resolviendo en condiciones periódicas uniaxiales, la solución para la amplitud de la velocidad es:
- x: distancia desde la pared del sensor
- V: amplitud de velocidad en la superficie del sensor, R es el radio de la punta
- δ: es el espesor de la capa límite
- i: es raíz cuadrada de -1
La espesor de la capa límite se puede encontrar con la ecuación:

Ecuación 2: Espesor de la capa límite
- η: viscosidad dinámica
- ω: frecuencia angular
- ρ: densidad del fluido
Al considerar que en x=2δ la velocidad cae al 13 % del valor en la superficie del sensor. La tasa de corte γ=∂v(0)/∂x en la superficie del sensor (x=0) sigue:

Ecuación 4: Tasa de corte
Donde la amplitud de la velocidad V(R) (5) viene dada por:

Ecuación 5: Amplitud de velocidad
- R: Distancia desde el eje vibratorio hasta la superficie del sensor
- φ: Amplitud de vibración angular.
La punta del SRV realiza una vibración rotacional sinusoidal. φ respecto de su eje de simetría.

Ecuación 5: Vibración rotacional sinusoidal
Para el SRV, la velocidad V(R) es de aproximadamente 50 mm/s y la frecuencia es 7500 Hz → ω=2π x 7500
El parámetro V(R) es independiente de la viscosidad, pero el espesor de la capa límite del fluido δ aumenta. El siguiente gráfico demuestra el comportamiento de la velocidad de corte frente a la viscosidad y muestra la variación de la velocidad de corte tanto con la viscosidad como con la densidad del fluido bajo investigación.

Aplicaciones de las estimaciones de la velocidad de corte del viscosímetro de proceso en procesos industriales.
La velocidad de corte efectiva de un viscosímetro oscilatorio es la velocidad de corte que experimenta el fluido durante la medición. Es importante estimar la velocidad de corte efectiva de un viscosímetro oscilatorio para comparar los resultados obtenidos de diferentes viscosímetros y diseñar procesos industriales que involucren fluidos no newtonianos.
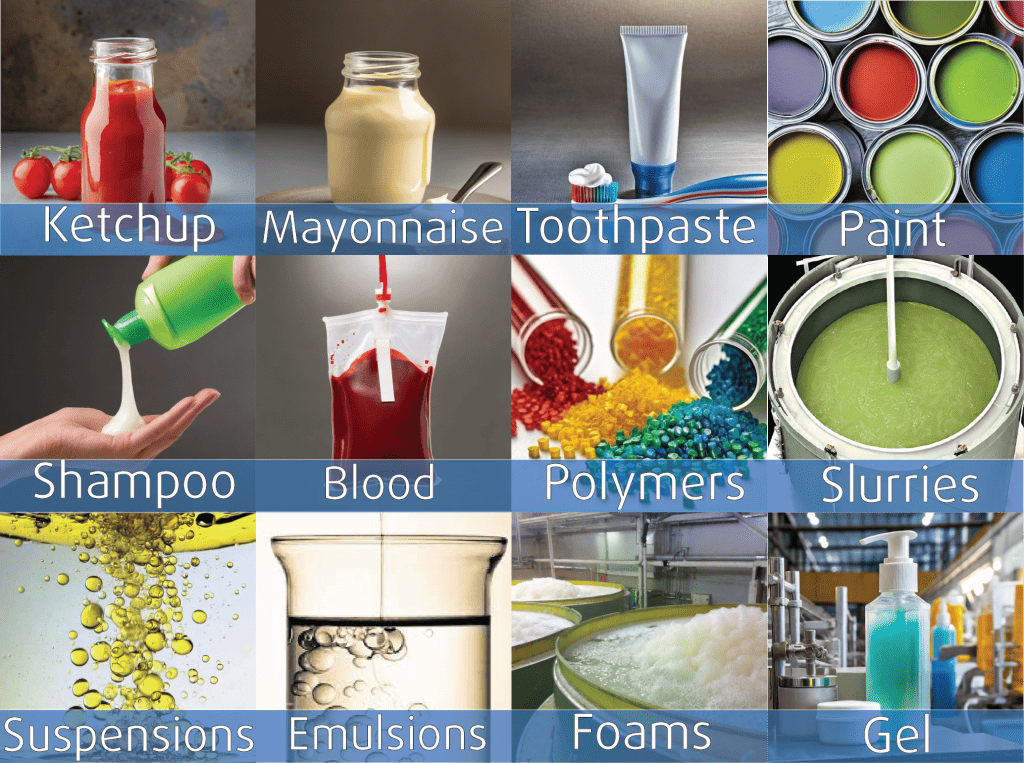
Los viscosímetros de proceso vibratorio como el SRV y el SRD se utilizan ampliamente para medir la viscosidad en línea en tiempo real de fluidos no newtonianos en una variedad de industrias, incluidas las de procesamiento de alimentos, cosmética y farmacéutica.
A la izquierda se muestran algunos ejemplos de fluidos no newtonianos que comúnmente se miden usando viscosímetros de proceso vibratorio.
Tecnología de sensores, principio de funcionamiento y aplicaciones
viscosímetros
Medidores de densidad