- La textura y la consistencia del producto son de suma importancia para el cliente: en la fabricación, la viscosidad es el parámetro correlacionado para garantizar la consistencia de la textura y la sensación del producto.
- Datos capturados y procesados por Rheonics Los viscosímetros le ayudan a reducir significativamente la variación, lo que conduce a una mayor retención de sólidos y, por lo tanto, a mayores rendimientos.
- La cinética de firmeza y la firmeza del gel de leche se grafican en vivo ante los ojos de los queseros para un análisis rápido, una reacción rápida y, finalmente, un corte de gel automatizado.

Introducción
El queso es una dieta básica en muchas partes del mundo. Los consumidores valoran mucho el sabor y la textura. A la importancia de la textura se suma la intrincada forma en que interactúa con sus compañeros de equipo de mayor perfil: sabor, aroma y sabor. Con una mayor competencia, hay un énfasis creciente en la eficiencia de la producción y la calidad del producto, el uso del control de procesos para lograr estos objetivos se está volviendo universal, lo que resulta en beneficios como una mejor calidad del producto, reducción de desperdicios, reducción de costos de materiales y energía, optimización del procesamiento. tiempo y mayor flexibilidad del proceso.
La elaboración de queso es un procedimiento altamente estandarizado durante el cual la leche se convierte en varios tipos de queso mediante la desestabilización enzimática de las proteínas de caseína para formar cuajada. Sin embargo, la escala de este proceso varía mucho de un productor a otro. El queso se puede fabricar en grandes plantas lecheras comerciales en tanques que llenan toda una habitación, se puede fabricar artísticamente en pequeñas cubas artesanales o en una olla grande en un garaje residencial. Independientemente de la escala, la determinación precisa del tiempo de corte es extremadamente importante tanto para la calidad como para la cantidad de queso que se produce.
En el procesamiento de alimentos lácteos, la calidad del producto final depende en gran medida de las materias primas utilizadas, el tipo y las características de los ingredientes utilizados y la metodología y tecnología de procesamiento utilizadas. Las materias primas pueden variar debido a las fluctuaciones estacionales (como con la leche), existen ventajas particulares en el uso de sensores que determinan el estado dinámico de un proceso en línea y en tiempo real.
Aplicación
El queso se define como el producto fresco o madurado obtenido por coagulación de la leche y posterior separación de las fases líquida y sólida que constituyen el coágulo de la leche denominado suero y cuajada, respectivamente. La cuajada se transforma en queso. La formación de un gel de leche y el corte del gel en granos de cuajada para permitir la separación del suero son dos operaciones unitarias importantes en la fabricación de queso. El primer paso de la formación del gel consiste en la desestabilización coloidal de las micelas de caseína debido a la modificación química de la capa pilosa protectora de k-caseína por los agentes coagulantes. El segundo paso consiste en la agregación de las micelas de caseína desestabilizadas para formar la red de gel. La reticulación adicional de las micelas de caseína da como resultado el desarrollo de un gel firme.
Para la mayoría de los tipos de queso, la separación del suero y la cuajada no se produce de forma espontánea y requiere cortar el gel en cubos pequeños (granos de cuajada). Esta operación aumenta la relación superficie / volumen del gel, permitiendo que el suero se escape mientras los granos de cuajada se contraen.
La tasa de retención de sólidos lácteos en la cuajada depende en gran medida de la firmeza de corte del gel. La tasa de retención de sólidos o "rendimiento de la cuba", contrariamente al rendimiento general de queso, mide específicamente el desempeño de la etapa de coagulación y representa la eficiencia de las etapas de coagulación y corte de gel para convertir la leche en cuajada de queso.
monitor de coagulaciónoring
El proceso de coagulación de la leche, en particular, durante la producción de queso, ha recibido una gran atención. La estimación en tiempo real de la firmeza de la cuajada y la predicción del tiempo de corte son esenciales para el control de la coagulación de la leche durante la elaboración del queso. Los cambios en la composición de la leche y las condiciones de coagulación ejercen un impacto significativo en la dureza de la cuajada y por lo tanto en el tiempo de corte.
Las fábricas de menor escala tienden a tener programas de producción más flexibles que ayudan a aumentar la variabilidad de la duración de los procesos de coagulación. Por el contrario, las grandes fábricas están fuertemente automatizadas y los esquemas de producción están perfectamente programados, lo que a menudo evita la modificación del tiempo de corte. Recurren a la estandarización de la leche para el control. Pero, lamentablemente, siempre existe algún riesgo de cambios en las condiciones de procesamiento y errores humanos, que podrían resultar en pérdidas económicas significativas como resultado de la secuencia de producción a gran escala.
Un monitor de sensor en líneaoring La evolución de la coagulación y dureza de la cuajada podría proporcionar información en tiempo real que permitiría a los operadores tomar las medidas adecuadas para minimizar la pérdida de grasa y finos.
¿Qué es "reducir el tiempo" y por qué es tan importante reducir el tiempo?
En la elaboración de queso, el coágulo debe cortarse cuando se ha vuelto lo suficientemente firme como para formar partículas discretas, que expulsan el suero sin fragmentarse. Por esta razón, el momento de corte de la cuajada ocurre un tiempo después del punto de gelificación. Esto implica la necesidad de medir la firmeza de un gel a medida que se forma y hasta el punto en que está listo para sinérese.
La coagulación se completa cuando se forma un gel firme a partir de las proteínas agregadas. Este punto se conoce como el "tiempo de corte", o la etapa en la que se debe cortar el gel para separar la cuajada del suero líquido. Cuando se corta el gel, se somete a una sinéresis, un proceso mediante el cual expulsa las proteínas líquidas del suero. Cuando se completa la sinéresis, el producto final son partículas de cuajada suspendidas en suero líquido.
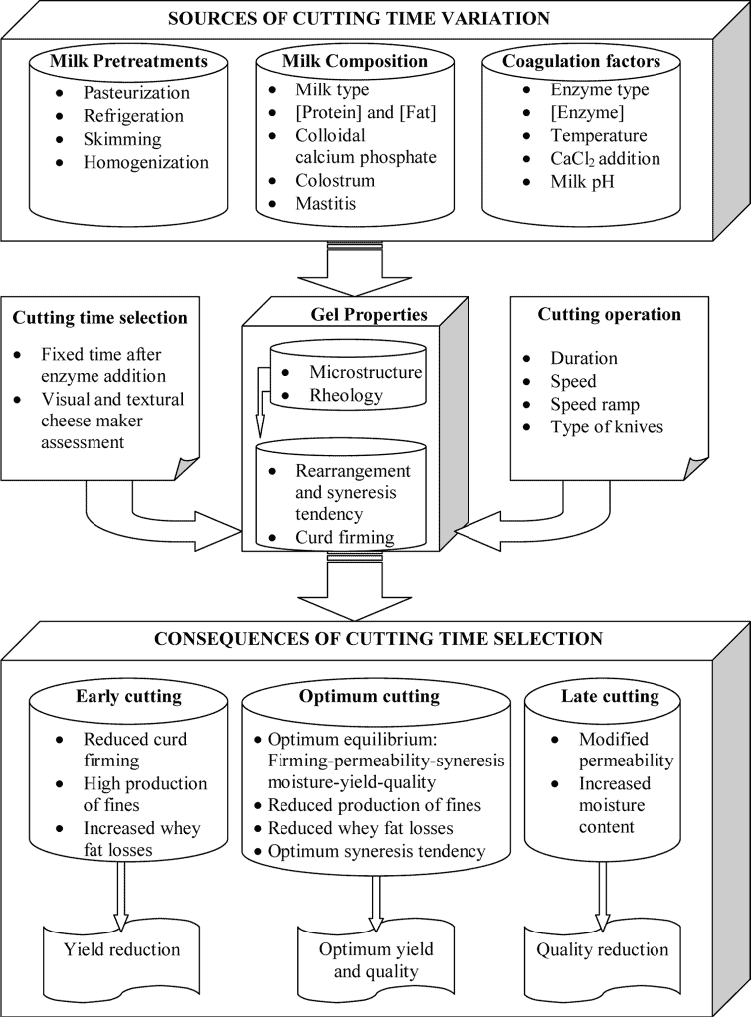
La selección del tiempo de corte (CT) depende de las propiedades reológicas y microestructurales de los geles, como la firmeza del coágulo y la capacidad de reordenamiento que, a su vez, dependen de los factores de coagulación, la composición de la leche y el pretratamiento de la leche.
Por esta razón, la selección de CT afecta en gran medida la humedad, el rendimiento y la calidad del queso y las pérdidas de grasa del suero. Las velocidades de corte y agitación también pueden ejercer un impacto marcado en el tamaño de las partículas de cuajada y / o las pérdidas de grasa del suero al escurrir. A velocidades constantes de corte y agitación, cortar el gel demasiado pronto mejora el impacto mecánico de las operaciones de corte y agitación en los granos de cuajada, lo que aumenta los finos de la cuajada y las pérdidas de grasa del suero, lo que reduce el rendimiento del queso.
Por el contrario, retrasar la CT tiende a producir el efecto opuesto sobre el rendimiento del queso. Pero, un retraso excesivo en el corte también produce un gel demasiado firme, incapaz de colapsar, lo que aumenta el contenido de humedad de la cuajada. El contenido de humedad excesivo provoca un aumento "falso" en el rendimiento y podría alterar el proceso de maduración, comprometiendo la calidad del queso. El impacto económico en términos de rendimiento y calidad de una selección de TC defectuosa no se ha informado de manera rigurosa.
Referencia: Métodos de predicción del tiempo de corte en la elaboración de queso, M Castillo (2006)
Resumen de los procedimientos de selección de tiempos de corte 'convencionales'
Independientemente del tamaño del productor y el tipo de queso, el paso de corte en gel de leche es probablemente el paso menos controlado en el proceso de elaboración del queso y una gran parte del rendimiento general del queso depende de este paso crítico. Los queseros necesitan un instrumento para realizar mediciones precisas y en tiempo real de la firmeza de la leche coagulada para poder tomar la decisión correcta en el momento adecuado. Las primeras técnicas implicaban mover émbolos o diafragmas que detectaban la resistencia del coágulo al movimiento. Sin embargo, estos tenían la desventaja de que el movimiento tendía a romper el gel a medida que se formaba y, por tanto, interfería con la medición de la elasticidad del gel. Si bien estos dispositivos resultaron muy útiles para la investigación sobre la elaboración de queso, su uso se limitó al trabajo de laboratorio debido a su tamaño, las dificultades de integración y la intrusión en una tina de queso.
En la práctica, el gel se suele cortar después de una tiempo de reacción predeterminado ha transcurrido o según el criterio del operador basado en la evaluación subjetiva de las propiedades visuales y de textura del gel. Es una práctica muy común, pero su confiabilidad es cuestionable ya que existen muchos factores que podrían alterar la firmeza de la cuajada y la microestructura del gel para variar el tiempo de corte óptimo.
Muchos fabricantes de queso recurren a palpación de dedos, una técnica con conocidos inconvenientes como la imposibilidad de realizar la prueba en tiempo real y la escasez de queseros experimentados. Un método que también es subjetivo y no cuantitativo. Sin embargo, el método anterior deja un amplio margen de variabilidad según el criterio del evaluador. A medida que la industria láctea comenzó a crecer y la fabricación de queso comenzó a realizarse en instalaciones de producción más grandes, se hizo evidente que debía desarrollarse un método más científico y estandarizado para determinar el tiempo de corte.
Otra posibilidad es cortar la cuajada confiando en inspección empírica. Los queseros pueden seleccionar el tiempo de corte con una consistencia asombrosa basándose en la experiencia, pero ciertamente no se puede optimizar mediante el método de inspección empírico.
La mayoría de los sistemas no destructivos miden cambios en la conductividad de ciertas propiedades físicas como corriente eléctrica, calor, ultrasonidos o radiación electromagnética. La conductividad eléctrica aumenta entre un 0.5% y un 1% durante la coagulación de la leche, pero este monitooring La técnica tiene algunas limitaciones importantes, como un gran coeficiente de temperatura de conductividad y posibilidades de interferencia entre los electrolitos de la leche originales y la medición. Un sensor de conductividad térmica detecta cambios en la transferencia de calor por convección desde un "alambre caliente" a la leche circundante que son causados por la variación de la viscosidad durante la coagulación.
Sensor de hilo caliente Se ha demostrado que mide con mucha precisión el punto de gelificación, pero no fue tan preciso para predecir el punto de corte de la cuajada. La viscosidad aumenta exponencialmente entre el comienzo de la agregación y el comienzo de la coagulación visual, lo que hace que el alambre caliente no sea tan adecuado para medir la rigidez del gel. El hilo caliente no es adecuado para un entorno proteico variable, ya que la proteína tiene un gran efecto en la velocidad de reafirmación de la cuajada, pero solo un efecto menor en el momento en que comienza a formarse un gel, que es lo que mide el hilo caliente.
La falta de una caracterización rigurosa de la CT y los cambios habituales en el contenido de proteína de la leche están obligando a las queserías modernas a estandarizar el contenido de proteína de la leche en un intento de controlar la coagulación, el endurecimiento del gel, la sinéresis de la cuajada, el rendimiento del queso y la calidad del producto. En el período de más de siete décadas se han propuesto una gran cantidad de técnicas diferentes para monitoring coagulación de la leche y reafirmación de la cuajada, lo que muestra claramente que los requisitos industriales para la selección de CT no han sido satisfechos completamente con los métodos tradicionales.
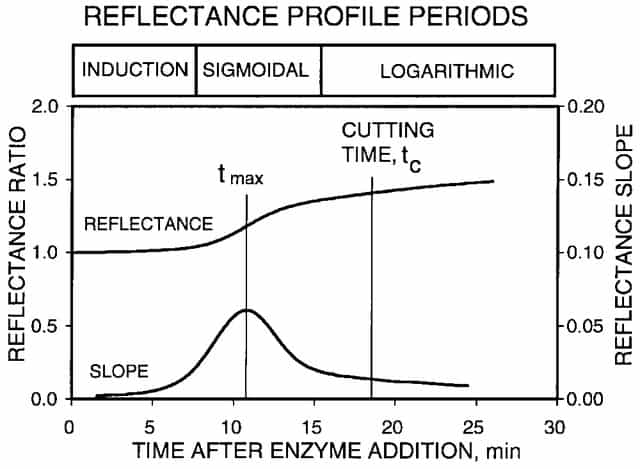
Métodos ópticos: cambios de reflectancia difusa durante el cultivo del requesón.
La interacción de partículas de luz con partículas de materia, después de lo cual las partículas de luz pueden cambiar de dirección o experimentar una pérdida o ganancia parcial de energía se conoce como "dispersión de luz". Esta intensidad puede variar en función de los materiales con los que interactúa la luz, por lo que la interpretación de la dispersión de la luz tiene muchas aplicaciones. Una de estas aplicaciones se encuentra en el proceso de elaboración de queso, ya que se han desarrollado con éxito varios métodos ópticos para controlar la coagulación y predecir el tiempo de corte de ciertos quesos. La luz se dispersa en todas las direcciones fuera de la micela, por lo que la proteína absorbe poca.
En el caso de Monitoring coagulación o predecir el tiempo de corte mediante dispersión de luz, entran en juego varios factores diferentes. Primero, como se indicó anteriormente, la luz se dispersa de las micelas en la leche en todas direcciones. Sin embargo, en el proceso de elaboración del queso, después de la adición de una enzima, las micelas comienzan a desnaturalizarse y agregarse. La dispersión de la luz de las micelas desnaturalizadas es mucho más intensa. Por lo tanto, esta propiedad de las interacciones de la luz se puede utilizar para cuantificar la firmeza del coágulo.
Dado que el tiempo de corte se selecciona en función de un modelo, siempre hay alguna discrepancia entre el tiempo de corte real y el previsto. Al manejar los cambios en la composición y los ingredientes, siempre puede estar asociado con la necesidad de idear un modelo nuevo y más adecuado para hacer predicciones confiables, ya que este método no es directo. La correlación entre los parámetros debe generarse a partir del perfil de reflectancia difusa y el tiempo de corte para desarrollar un algoritmo para la predicción del tiempo de corte. Siempre habrá un error de medición asociado con los métodos indirectos.
Viscosidad para QC y mediciones de procesos en línea en la industria de procesamiento de lácteos
Las mayores influencias en el proceso de elaboración del queso son las características de la leche que se utiliza en el proceso. Las proteínas de la leche, en particular, son muy importantes para la calidad del queso, cuyo resultado depende en gran medida de la estructura y las interacciones de estas proteínas. Los cambios en la composición de la leche pueden influir en el sabor y la textura del queso de diversas formas. Con ese fin, la composición de la leche en el proceso de elaboración del queso está altamente estandarizada para lograr proporciones uniformes de grasa a proteína dependiendo del tipo específico de leche deseada.
El efecto de la estacionalidad de la leche se vio confundido por otras variables no controladas (tratamiento térmico, temperatura, pH y tipo de cuajo). Esto muestra el valor de la medición en línea, ya que no ha sido posible predecir la firmeza de la cuajada en una situación de fabricación de queso comercial a partir de mediciones fuera de línea debido a los efectos interactivos de tantas variables.
Mediciones de proceso en línea para la fabricación continua para mejorar el rendimiento, la seguridad y la productividad
A medida que la fabricación de queso se volvió cada vez más mecanizada y los problemas de seguridad alimentaria se volvieron más críticos, la quesería comercial comenzó a operar alrededor de una serie de cubas cerradas con menos oportunidades para que el quesero evaluara manualmente la resistencia del gel. La escala de operación de las plantas modernas, junto con las crecientes demandas de control de calidad, ha llevado a un interés en sistemas que monitorean la formación de cuajada en línea. Además, el funcionamiento simultáneo de un conjunto de cubas de queso requiere un ciclo basado en el tiempo con todas las cubas llenándose y vaciando en secuencia para ayudar a un flujo bastante continuo de leche desde la planta de entrada / pasteurización. Por lo tanto, un dispositivo en línea para medir la formación de cuajada es muy deseable, pero debería ser no intrusivo y limpiarse en el lugar. Dos razones clave que pueden hacer que la medición de un proceso en línea sea extremadamente valiosa:
- Producción continua: Para respaldar los procesos mecanizados en las industrias y poder escalar los procesos de producción con facilidad, los fabricantes de queso necesitan instrumentación de proceso confiable que les proporcione información en tiempo real para poder adaptarse rápidamente. La automatización de las acciones correctivas y la reducción de la necesidad de intervenciones manuales eleva los estándares de seguridad y aumenta la confiabilidad de las operaciones.
- Normas de seguridad e higiene del procesamiento de alimentos: Existe una gran necesidad de alejarse de las mediciones manuales que pueden comprometer las normas reglamentarias y las expectativas de higiene de los clientes. Los dispositivos de medición en línea deben estar equipados con conexiones de proceso sanitarias, deben ser fáciles de limpiar y ser compatibles con CIP / SIP.


Cubas de queso industriales (Fuente: TetraPak)
Viscosímetro en línea para reducir el tiempo
Los procesos de fabricación típicos involucrados en el procesamiento de productos lácteos, como los ciclos térmicos y las operaciones mecánicas (agitación, filtración, amasado, compresión, etc.) pueden cambiar significativamente las propiedades reológicas y, a su vez, las características del producto final. Para controlar un proceso de fabricación, primero se debe identificar y luego medir una calidad o parámetro que caracteriza el estado actual del proceso. La viscosidad es una propiedad física clave de la leche coagulada, que brinda una comprensión más profunda de lo que está sucediendo exactamente a nivel molecular que a menudo caracteriza bastante bien el estado de un proceso, ya sea solo o en combinación con otras propiedades físicas y químicas.
En comparación con otras mediciones en línea, como los métodos ópticos y de alambre caliente, la caracterización de la viscosidad es un método directo: no es necesario depender de modelos de predicción o estimaciones. Un viscosímetro en línea que tiene un factor de forma pequeño, se instala con facilidad, es compatible con los estándares de higiene y se integra fácilmente con el sistema PLC industrial proporciona un valor significativo a los fabricantes de lácteos para cronometrar con precisión el corte del queso.
Mucho más que la determinación del tiempo de corte para los productores de queso
El queso producido debe ser de alta calidad constante con estrictas especificaciones a partir de materias primas que pueden variar en su composición o propiedades físicas. El consumidor espera que un producto tenga una textura adecuada y consistente, una propiedad que se ve afectada por la viscosidad.
En resumen, la medición y el control de la viscosidad en línea pueden proporcionar un medio eficaz y beneficioso de control del proceso en la fabricación de queso a través de las siguientes formas principales:
- Detección del punto final del proceso de mezcla, homogeneización y coagulación.: Durante el proceso de coagulación, caracterizar la viscosidad es útil para determinar la estabilidad y el punto final. Durante la homogeneización, la formulación experimentará un aumento sustancial de viscosidad a medida que se reduce el tamaño de la gota. Por lo tanto, la cantidad de este aumento será un buen indicador de la calidad de la emulsión. monitororing La viscosidad en línea permite ajustes manuales o automáticos a la intensidad de agitación, la velocidad de rotación y otras variables de procesamiento dependiendo.
- Mejor manejo y manejo de ingredientes: La concentración tiene una fuerte correlación con la viscosidad; por lo tanto, la información de viscosidad se puede usar de manera efectiva para predecir o verificar
Por estas razones, la medición de la viscosidad obtenida con un viscosímetro en línea puede proporcionar un excelente punto de referencia de control de calidad y garantizar el control de calidad / control del proceso y el producto final.
Retos del proceso y la medición de la viscosidad de la planta lechera
Los ingenieros y operadores de planta en el procesamiento de productos lácteos se dan cuenta de la necesidad de realizar mediciones de viscosidad e intervenir a través de acciones correctivas apropiadas para impulsar una reología de productos consistente y de alta calidad. Sin embargo, hacer estas mediciones los ha desafiado a lo largo de los años.
Las muestras al azar fuera de línea son simplemente poco confiables y no son adecuadas para la industria láctea
Monitoring La viscosidad de un fluido en un proceso a menudo significa tomar una muestra del fluido de un tanque o tubería y llevar la muestra a un laboratorio donde se miden sus propiedades reológicas en un viscosímetro o reómetro de laboratorio. Según los resultados, se debe informar al operador del proceso si el fluido tiene la viscosidad deseada o, si es necesario tomar más medidas, se deben realizar nuevas mediciones después de la intervención. Este sistema se llama control manual o fuera de línea, y tiene varias desventajas obvias: requiere mucho tiempo y, a menudo, es inexacto incluso con operadores experimentados. La mayoría de las veces, los resultados llegan demasiado tarde para guardar un lote.
La alternativa es usar un viscosímetro en línea que monitoreará continuamente la viscosidad del fluido del proceso durante todo el proceso. Este instrumento da una señal de salida que, si se muestra, proporciona al operador la información necesaria para controlar el proceso. Alternativamente, las salidas del viscosímetro se conectan a un PLC (controlador lógico programable) / DCS (sistema de control digital) para el control automático del proceso.
Problemas con los viscosímetros convencionales para instalación en línea
Los viscosímetros tradicionales encuentran problemas relacionados con el flujo de fluido en las instalaciones de mezcla de tuberías y tanques. En general, los viscosímetros no funcionan correctamente en flujo turbulento. Los instrumentos rotativos solo funcionarán hasta un cierto caudal máximo. El flujo debe controlarse para los viscosímetros de caída de presión. Los problemas relacionados con el flujo se pueden evitar instalando el viscosímetro en línea y acondicionando el flujo de la muestra para que se adapte al instrumento. El tiempo de respuesta del instrumento puede estar relacionado con las condiciones de flujo, ya que se requiere una tasa de renovación de muestra adecuada para un control efectivo. En el caso de la instalación del tanque, es deseable colocar el instrumento en una posición en la que el fluido adyacente represente el estado general del fluido del proceso y evitar "áreas muertas". Los instrumentos utilizados en un entorno de proceso deben ser robustos y capaces de resistir cualquier material corrosivo que puedan encontrar, especialmente durante la limpieza.
Rheonics' Soluciones para monitorización de coagulaciónoring en la producción de queso
Cuando un proceso alimentario es continuo, la detección en línea (que determina el estado de un proceso en tiempo real) es un método ideal para abordar el problema. Para aplicaciones útiles, los sensores deben cumplir varios requisitos, por ejemplo, la capacidad de interactuar con el monitor de la planta.oring/sistemas de control, mediciones robustas independientemente de las condiciones ambientales o de flujo, limpiabilidad y estabilidad con el tiempo y la temperatura.
Rheonics Los sensores de control de procesos para la industria alimentaria, en paralelo con los desarrollos en la tecnología de control de procesos, tienen el potencial de aumentar los niveles de automatización de procesos y equipar a los ingenieros de fábrica para lograr los máximos beneficios de la digitalización, la realización de datos de procesos y planes de acción a largo plazo, Mantenimiento basado en planificación de confiabilidad y alta repetibilidad en términos de calidad, rendimiento y consistencia de los productos queseros.
Medidores de viscosidad y densidad
- En línea Viscosidad mediciones: Rheonics' SRV es un dispositivo de medición de viscosidad en línea de amplio rango capaz de detectar cambios de viscosidad dentro de cualquier flujo de proceso en tiempo real.
- En línea Viscosidad y Densidad mediciones: Rheonics' SRD es un instrumento de medición de densidad y viscosidad simultánea en línea. Si la medición de la densidad es importante para sus operaciones, SRD es el mejor sensor para satisfacer sus necesidades, con capacidades operativas similares a las del SRV junto con mediciones de densidad precisas.
Estos instrumentos dan una señal de salida y lectura en un panel de software que, si se muestra, proporciona al operador la información necesaria para controlar el proceso. Alternativamente, puede ser posible enviar la salida a un controlador de proceso automático. Los sistemas de control integrados permiten que la información de viscosidad / densidad en la línea de proceso se utilice de manera eficaz.
El uso de un SRV en una línea de proceso de preparación de productos lácteos mejora la productividad y los márgenes de beneficio y logra el cumplimiento normativo. Rheonics Los sensores tienen un factor de forma compacto para una sencilla instalación OEM y de actualización. No requieren mantenimiento ni reconfiguraciones. Los sensores ofrecen resultados precisos y repetibles sin importar cómo o dónde se monten, sin necesidad de cámaras especiales, sellos de goma o protección mecánica. Al no utilizar consumibles y no requerir recalibración, SRV y SRD son extremadamente fáciles de operar, lo que resulta en costos de funcionamiento de por vida extremadamente bajos.
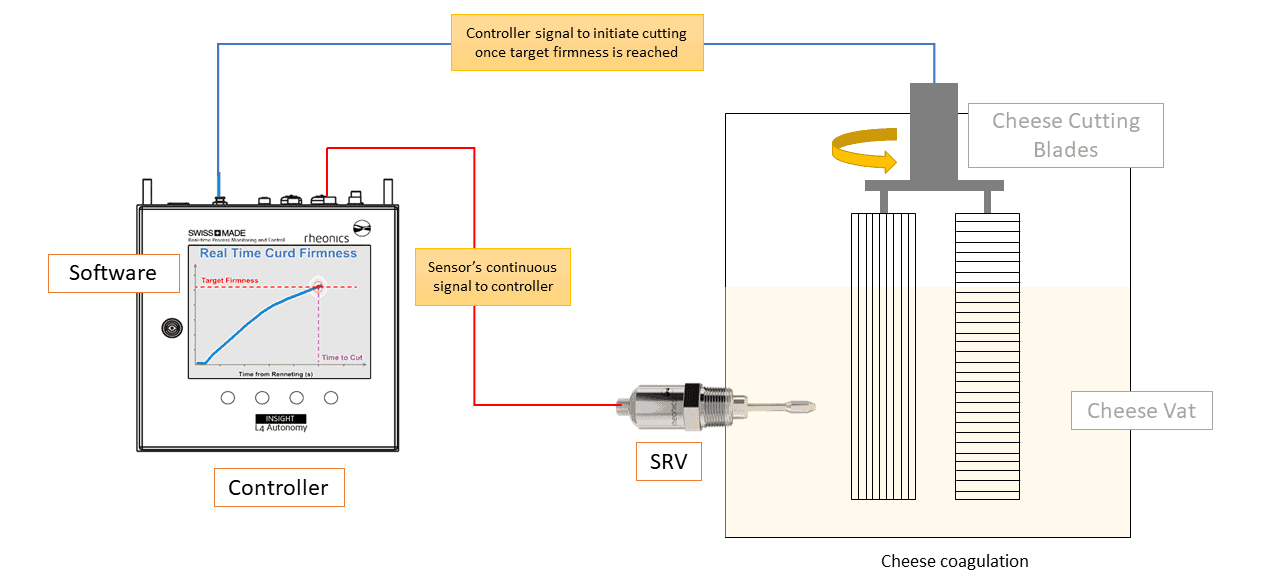
Durante la coagulación de la leche, una vez que la cuajada alcanza la elasticidad óptima que asegura una alta tasa de retención de sólidos, se envía una señal al sistema de automatización para iniciar el paso de corte.

Rheonics Las soluciones son ventajosas sobre la tecnología basada en hotwire o dispersión de luz, ya que ambas ofrecen una predicción del tiempo de corte sin medir la firmeza real. Con Rheonics, realice su corte de gel exactamente con la firmeza adecuada y obtendrá la mayor retención de sólidos lácteos. Es decir, obtendrás la mayor producción de queso.
- El instrumento de control de procesos ubicado cerca (pero fuera) de las tinas que proporciona una medición precisa y en tiempo real de la firmeza del coágulo de la leche.
- La cinética de firmeza se traza en vivo ante los ojos de los queseros para un análisis rápido, una reacción rápida y, finalmente, un corte de gel automatizado.
- Mide directamente la firmeza del gel de leche y activa automáticamente el corte del gel cuando se alcanza la firmeza óptima.
- Alta inmunidad a las vibraciones de la planta, facilidad de limpieza (optimiza los sistemas CIP / SIP) y bajos requisitos de mantenimiento y no tiene partes móviles.
Una vez que se establece el entorno del proceso, generalmente se requiere poco esfuerzo para mantener la coherencia de la integridad de los sistemas; los operadores pueden confiar en el estricto control con Rheonics Solución de gestión de calidad de producción de productos lácteos. Logrando mayor calidad, mayores rendimientos, reducción de pérdidas y menor degradación del producto.
Rheonics' Ventaja
Factor de forma compacto, sin partes móviles y no requiere mantenimiento
Rheonics' SRV y SRD tienen un factor de forma muy pequeño para una instalación sencilla de OEM y de actualización. Permiten una fácil integración en cualquier flujo de proceso. Son fáciles de limpiar y no requieren mantenimiento ni reconfiguraciones. Ocupan un tamaño reducido que permite la instalación en línea en cualquier línea de proceso, evitando cualquier requisito de espacio o adaptador adicional.
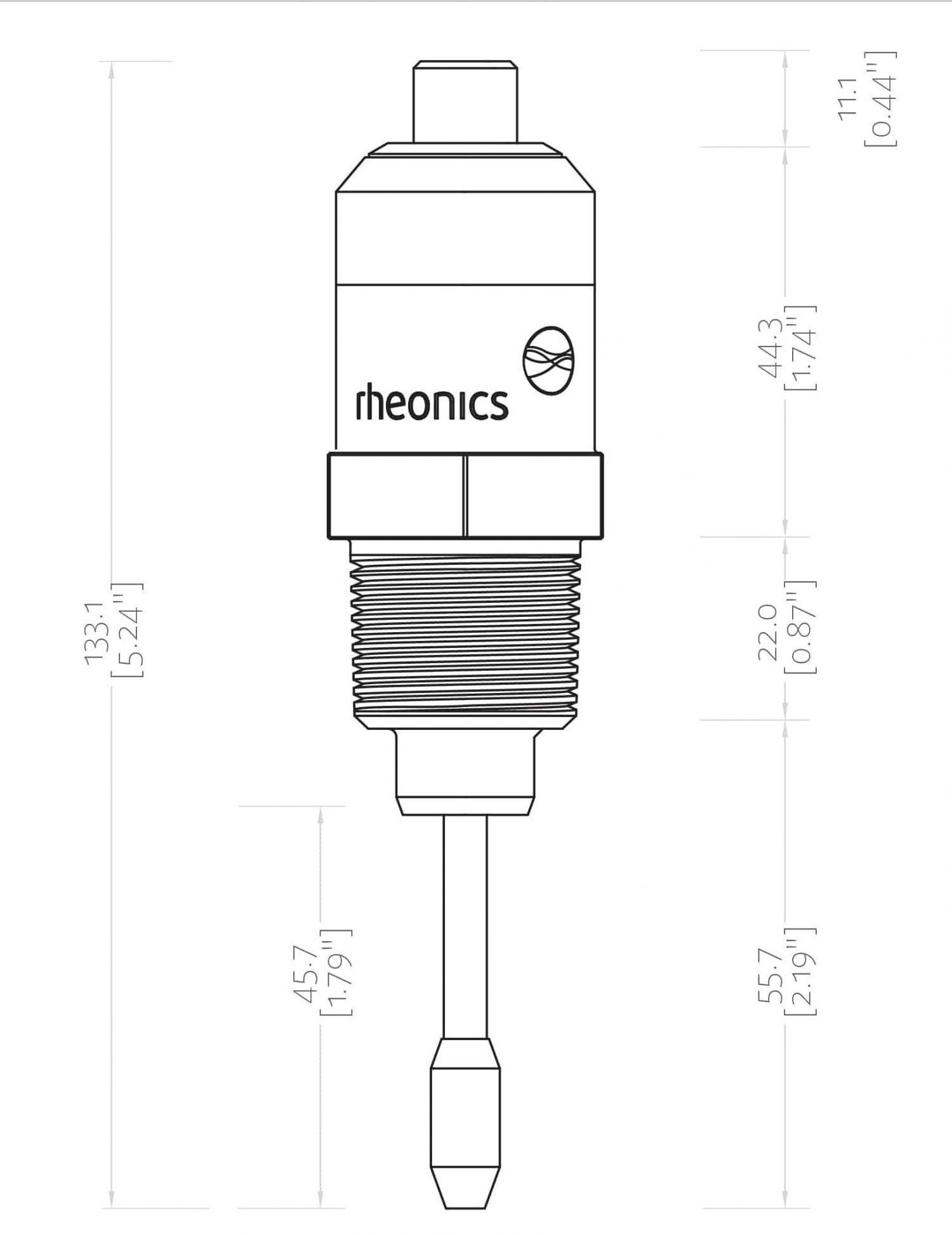 SRV - Dimensiones NPT
SRV - Dimensiones NPT SRV - Triclamp Dimensiones
SRV - Triclamp DimensionesDiseño higiénico y sanitario.
Rheonics SRV y SRD están disponibles en tri-clamp y conexiones DIN 11851 además de conexiones de proceso personalizadas.
 SRV - DIN 11851
SRV - DIN 11851  SRV - Triclamp
SRV - TriclampTanto SRV como SRD cumplen con los requisitos de Cumplimiento de Contacto con Alimentos de acuerdo con las regulaciones de la FDA de EE. UU. Y la UE.
Alta estabilidad e insensible a las condiciones de montaje: cualquier configuración posible
Rheonics SRV y SRD utilizan un resonador coaxial patentado único, en el que dos extremos de los sensores se giran en direcciones opuestas, cancelando los pares de reacción en su montaje y, por lo tanto, haciéndolos completamente insensibles a las condiciones de montaje y los caudales. El elemento sensor se asienta directamente en el fluido, sin requisitos especiales de carcasa o jaula protectora.
 Montaje: tanques
Montaje: tanquesLecturas instantáneas precisas sobre la calidad: descripción general completa del sistema y control predictivo
RheonicsEl software es potente, intuitivo y cómodo de usar. El fluido del proceso en tiempo real se puede monitorear en el IPC integrado o en una computadora externa. Múltiples sensores repartidos por la planta se gestionan desde un único panel. No hay efecto de la pulsación de presión del bombeo sobre el funcionamiento del sensor o la precisión de la medición. Ningún efecto de vibración.
Instalación sencilla y sin necesidad de reconfiguraciones / recalibraciones: cero mantenimiento / tiempos de inactividad
En el improbable caso de que un sensor esté dañado, reemplace los sensores sin reemplazar ni reprogramar los componentes electrónicos. Reemplazos directos tanto para sensores como para componentes electrónicos sin actualizaciones de firmware ni cambios de calibración. Fácil montaje. Disponible con conexiones de proceso estándar y personalizadas como NPT, Tri-Clamp, DIN 11851, Brida, Varinline y otras conexiones sanitarias e higiénicas. Sin cámaras especiales. Se retira fácilmente para limpieza o inspección. SRV también está disponible con DIN11851 y tri-clamp Conexión para fácil montaje y desmontaje. Las sondas SRV están selladas herméticamente para limpieza in situ (CIP) y admiten lavado a alta presión con conectores IP69K M12.
Rheonics Los instrumentos tienen sondas de acero inoxidable y, opcionalmente, proporcionan revestimientos protectores para situaciones especiales.
Bajo consumo de energía
Fuente de alimentación de 24 V CC con consumo de corriente inferior a 0.1 A durante el funcionamiento normal.
Tiempo de respuesta rápido y viscosidad compensada por temperatura
La electrónica ultrarrápida y robusta, combinada con modelos computacionales completos, hace que Rheonics dispositivos uno de los más rápidos, versátiles y precisos de la industria. SRV y SRD brindan mediciones precisas de viscosidad (y densidad para SRD) en tiempo real cada segundo y no se ven afectados por las variaciones del caudal.
Amplias capacidades operativas
Rheonics'Los instrumentos están diseñados para realizar mediciones en las condiciones más difíciles.
SRV está disponible con la gama operativa más amplia del mercado para viscosímetros de proceso en línea:
- Rango de presión hasta 5000 psi
- Rango de temperatura desde -40 hasta 200 ° C
- Rango de viscosidad: 0.5 cP hasta 50,000 cP (y superior)
SRD: instrumento único, función triple - Viscosidad, temperatura y densidad
Rheonics' SRD es un producto único que reemplaza tres instrumentos diferentes para mediciones de viscosidad, densidad y temperatura. Elimina la dificultad de ubicar tres instrumentos diferentes y ofrece mediciones extremadamente precisas y repetibles en las condiciones más duras.
Limpiar en el lugar (CIP) y esterilización en el lugar (SIP)
SRV (y SRD) monitorean la limpieza de las líneas de fluido mediante monitororing la viscosidad (y densidad) del limpiador/disolvente durante la fase de limpieza. El sensor detecta cualquier pequeño residuo, lo que permite al operador decidir cuándo la línea está limpia o apta para su uso. Alternativamente, SRV (y SRD) proporciona información al sistema de limpieza automatizado para garantizar una limpieza completa y repetible entre ejecuciones, garantizando así el pleno cumplimiento de los estándares sanitarios de las instalaciones de fabricación de alimentos.

Diseño y tecnología de sensores superiores.
La electrónica sofisticada y patentada es el cerebro de estos sensores. SRV y SRD están disponibles con conexiones de proceso estándar de la industria como ¾” NPT, DIN 11851, brida y Tri-clamp permitiendo a los operadores reemplazar un sensor de temperatura existente en su línea de proceso con SRV/SRD, brindando información de fluido de proceso altamente valiosa y procesable, como la viscosidad, además de una medición precisa de la temperatura utilizando un Pt1000 incorporado (DIN EN 60751 Clase AA, A, B disponible) .
Electrónica construida para satisfacer sus necesidades.
Disponible tanto en una carcasa de transmisor como en un montaje en riel DIN de factor de forma pequeño, la electrónica del sensor permite una fácil integración en las líneas de proceso y dentro de los gabinetes de equipos de las máquinas.


Fácil de integrar
Múltiples métodos de comunicación analógica y digital implementados en la electrónica del sensor hacen que la conexión a PLC industriales y sistemas de control sea sencilla y sencilla.
Opciones de comunicación analógica y digital

Opciones de comunicación digital opcionales

Cumplimiento de ATEX e IECEx
Rheonics ofrece sensores intrínsecamente seguros certificados por ATEX e IECEx para uso en entornos peligrosos. Estos sensores cumplen con los requisitos esenciales de salud y seguridad relacionados con el diseño y construcción de equipos y sistemas de protección destinados a su uso en atmósferas potencialmente explosivas.
Las certificaciones intrínsecamente seguras y a prueba de explosiones detenidas por Rheonics También permite la personalización de un sensor existente, lo que permite a nuestros clientes evitar el tiempo y los costos asociados con la identificación y prueba de una alternativa. Se pueden proporcionar sensores personalizados para aplicaciones que requieren desde una unidad hasta miles de unidades; con plazos de entrega de semanas versus meses.


Implementación
Instale directamente el sensor en su tina para realizar mediciones de viscosidad y densidad en tiempo real. No se requiere línea de derivación: el sensor se puede sumergir en línea; el caudal y las vibraciones no afectan la estabilidad y precisión de la medición. Optimice el rendimiento de la mezcla proporcionando pruebas repetidas, consecutivas y consistentes en el fluido.
Rheonics Selección de instrumentos
Rheonics diseña, fabrica y comercializa sensores y monitores de fluidos innovadoresoring sistemas. Precisión construida en Suiza, RheonicsLos viscosímetros y densímetros en línea tienen la sensibilidad que exige la aplicación y la confiabilidad necesaria para sobrevivir en un entorno operativo hostil. Resultados estables, incluso en condiciones de flujo adversas. No hay efecto de caída de presión o caudal. Es igualmente adecuado para mediciones de control de calidad en el laboratorio. No es necesario cambiar ningún componente o parámetro para medir en todo el rango.
Producto (s) sugerido (s) para la aplicación
- Amplio rango de viscosidad: supervise el proceso completo
- Mediciones repetibles en fluidos newtonianos y no newtonianos, fluidos monofásicos y multifásicos.
- Sellado herméticamente, todas las piezas húmedas 316L de acero inoxidable
- Medida de temperatura de fluido incorporada
- Factor de forma compacto para una instalación simple en líneas de proceso existentes
- Fácil de limpiar, no necesita mantenimiento ni reconfiguraciones
- Instrumento único para medir la densidad, viscosidad y temperatura del proceso
- Mediciones repetibles en fluidos newtonianos y no newtonianos, fluidos monofásicos y multifásicos.
- Construcción totalmente metálica (acero inoxidable 316L)
- Medida de temperatura de fluido incorporada
- Factor de forma compacto para una instalación simple en tuberías existentes
- Fácil de limpiar, no necesita mantenimiento ni reconfiguraciones